Siemens SINUMERIK 802D sl Torneado Manual De Programación Y Manejo
Ocultar thumbs
Ver también para SINUMERIK 802D sl Torneado:
- Manual de instrucciones (426 páginas) ,
- Manual del usuario (382 páginas) ,
- Guía de programación (356 páginas)
Tabla de contenido
Publicidad
Enlaces rápidos
Torneado
SINUMERIK
SINUMERIK 802D sl
Torneado
Manual de programación y manejo
Válidas para
Control
SINUMERIK 802D sl T/M
11/2012
6FC5398-1CP10-7EA0
Versión de software
1.4 SP7
___________________
Prefacio
___________________
Descripción
___________________
Interfaz de software
Conexión, búsqueda del
___________________
punto de referencia
___________________
Configurar
___________________
Servicio con mando manual
___________________
Modo automático
___________________
Programación de piezas
___________________
Sistema
___________________
Programar
___________________
Ciclos
___________________
Funcionamiento en red
___________________
Salvaguarda de datos
___________________
Diagnóstico del PLC
___________________
Anexo
1
2
3
4
5
6
7
8
9
10
11
12
13
A
Publicidad
Tabla de contenido

Manuales relacionados para Siemens SINUMERIK 802D sl Torneado









Resumen de contenidos para Siemens SINUMERIK 802D sl Torneado
- Página 1 ___________________ Torneado Prefacio ___________________ Descripción ___________________ Interfaz de software SINUMERIK Conexión, búsqueda del ___________________ punto de referencia SINUMERIK 802D sl ___________________ Torneado Configurar ___________________ Servicio con mando manual Manual de programación y manejo ___________________ Modo automático ___________________ Programación de piezas ___________________ Sistema ___________________...
- Página 2 Considere lo siguiente: ADVERTENCIA Los productos de Siemens sólo deberán usarse para los casos de aplicación previstos en el catálogo y la documentación técnica asociada. De usarse productos y componentes de terceros, éstos deberán haber sido recomendados u homologados por Siemens. El funcionamiento correcto y seguro de los productos exige que su transporte, almacenamiento, instalación, montaje, manejo y mantenimiento hayan sido realizados de forma...
-
Página 3: Prefacio
Formación Encontrará información sobre la oferta de formación en: ● www.siemens.com/sitrain SITRAIN: la formación de Siemens en torno a productos, sistemas y soluciones para automatización ● www.siemens.com/sinutrain SinuTrain: software de formación para SINUMERIK Encontrará las preguntas frecuentes (FAQ) en las páginas Service&Support en Product Support. -
Página 4: Destinatarios
La declaración de conformidad CE sobre la Directiva CEM se encuentra en Internet: http://support.automation.siemens.com Introduzca allí el número 15257461 como término de búsqueda o póngase en contacto con la delegación de Siemens responsable en su región. Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0... -
Página 5: Tabla De Contenido
Índice Prefacio ..............................3 Descripción.............................. 11 Elementos de manejo y señalización ..................11 Indicadores de error y de estado ....................12 Definición de teclas del teclado CNC completo (formato vertical)..........13 Definición de teclas del panel de mando de máquina ..............15 Sistemas de coordenadas ......................16 Interfaz de software .......................... - Página 6 Índice Modo automático ............................. 73 Modo de operación AUTOMÁTICO .................... 73 Seleccionar programa de pieza, iniciar..................78 Búsqueda de número de secuencia ................... 80 Dibujar ............................82 Detener, cancelar programa de pieza..................84 Rearranque después de una cancelación .................. 85 Reposicionamiento después de una interrupción...............
- Página 7 Índice Visualización de alarmas ......................179 Programar.............................. 181 Bases de la programación CN ....................181 9.1.1 Nombres de programa .......................181 9.1.2 Estructura del programa ......................181 9.1.3 Estructura de la palabra y dirección ..................182 9.1.4 Estructura de la secuencia......................183 9.1.5 Juego de caracteres ........................185 9.1.6 Vista general de las instrucciones - Torneado................186 9.1.7...
- Página 8 Índice 9.4.4 Escalones de reducción ......................264 9.4.5 2. Cabezal ..........................264 Funciones de torneado especiales ................... 266 9.5.1 Velocidad de corte constante: G96, G97 .................. 266 9.5.2 Redondeo, chaflán ........................268 9.5.3 Descripción abreviada del contorno..................271 Herramienta y corrección de herramienta................. 273 9.6.1 Indicaciones generales (torneado)....................
- Página 9 Índice 10.3 Ayuda gráfica de ciclos en el editor de programas..............330 10.4 Ciclos de taladrado ........................331 10.4.1 Generalidades..........................331 10.4.2 Requisitos ..........................332 10.4.3 Taladrado, centrado (punteado) - CYCLE81 ................335 10.4.4 Taladrado, avellanado - CYCLE82 ....................338 10.4.5 Taladrado profundo - CYCLE83 ....................340 10.4.6 Roscado con macho sin mandril de compensación - CYCLE84 ..........344 10.4.7...
- Página 10 Índice 12.2 Crear y emitir o leer archivo de puesta en marcha..............443 12.3 Leer y emitir proyectos PLC...................... 446 12.4 Copiar y pegar ficheros ......................446 Diagnóstico del PLC ..........................447 13.1 Distribución de la pantalla ......................448 13.2 Posibilidades de manejo ......................
-
Página 11: Descripción
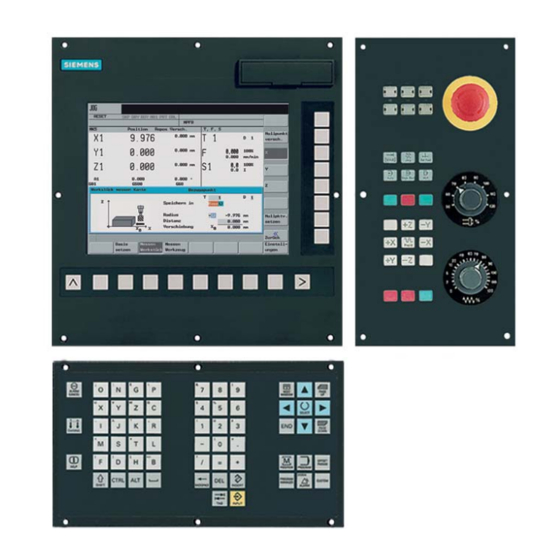
Descripción Elementos de manejo y señalización Elementos de manejo La llamada de funciones definidas se realiza mediante pulsadores de menú horizontales y verticales. La descripción correspondiente se encuentra en este manual. Figura 1-1 CNC de panel de operador Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0... -
Página 12: Indicadores De Error Y De Estado
Descripción 1.2 Indicadores de error y de estado Indicadores de error y de estado Indicación de los LED en el CNC de panel de operador (PCU) En el CNC de panel de operador están dispuestos los siguientes indicadores LED. En la siguiente tabla se describen los LED y su significado. Tabla 1- 1 Indicadores de estado y de errores Significado... -
Página 13: Definición De Teclas Del Teclado Cnc Completo (Formato Vertical)
Descripción 1.3 Definición de teclas del teclado CNC completo (formato vertical) Definición de teclas del teclado CNC completo (formato vertical) Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0... - Página 14 Descripción 1.3 Definición de teclas del teclado CNC completo (formato vertical) Hot Keys En el editor de programas de pieza y en los campos de entrada del HMI se pueden ejecutar las siguientes funciones mediante combinaciones de teclas del teclado CNC completo: Combinación de teclas Funcionamiento <CTRL>...
-
Página 15: Definición De Teclas Del Panel De Mando De Máquina
Descripción 1.4 Definición de teclas del panel de mando de máquina Definición de teclas del panel de mando de máquina Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0... -
Página 16: Sistemas De Coordenadas
Descripción 1.5 Sistemas de coordenadas Nota En esta documentación se parte de un panel de mando de máquina estándar MCP 802D. En caso de que utilizara un MCP distinto, el manejo se puede desviar de esta descripción. Sistemas de coordenadas Un sistema de coordenadas se sujeta por lo general a través de tres ejes de coordenadas perpendiculares entre sí. -
Página 17: Sistema De Coordenadas De Pieza (Wks)
Descripción 1.5 Sistemas de coordenadas Figura 1-3 Ejes de coordenadas de máquina en el ejemplo del torno El origen de este sistema de coordenadas es el origen de máquina. Este punto representa únicamente un punto de referencia definido por el fabricante de la máquina. -
Página 18: Sistema De Coordenadas Relativo (Rel)
Descripción 1.5 Sistemas de coordenadas Sistema de coordenadas relativo (REL) El control ofrece, además del sistema de coordenadas de máquina y de pieza, un sistema de coordenadas relativo. Este sistema de coordenadas sirve para establecer puntos de referencia de libre elección que no influyen en el sistema de coordenadas de pieza activo. Todos los desplazamientos de un eje se indican de forma relativa a estos puntos de referencia. -
Página 19: Interfaz De Software
Interfaz de software Distribución de la pantalla Figura 2-1 Distribución de la pantalla La pantalla se divide en los siguientes campos principales: ● Campo de estado ● Campo de aplicación ● Campo de notas y pulsadores de menú Campo de estado Figura 2-2 Campo de estado Torneado... - Página 20 Interfaz de software 2.1 Distribución de la pantalla Tabla 2- 1 Explicación de los elementos de imagen en el campo de estado Numeración Indicador Símbolo Significado ① Campo de manejo activo Posición (tecla de campo de manejo <POSITION>) Sistema (tecla de campo de manejo <SYSTEM>) Programa (tecla de campo de manejo <PROGRAM>)
-
Página 21: Campo De Notas Y Pulsadores De Menú
Interfaz de software 2.1 Distribución de la pantalla Numeración Indicador Símbolo Significado AUTOMÁTICO ③ Línea de alarmas y avisos Se visualizan alternativamente: 1. Número de alarma con texto de alarma 2. Texto de aviso ④ Programa de pieza seleccionado (programa principal) ⑤... -
Página 22: Representación De Los Pulsadores De Menú En El Documento
Interfaz de software 2.1 Distribución de la pantalla Tabla 2- 2 Explicación de los elementos de imagen en el campo de notas y de pulsadores de menú Elemento de Indicador Significado imagen ① Símbolo RECALL Pulsando la tecla <RECALL> se vuelve al nivel superior del menú. -
Página 23: Pulsadores De Menú Estándar
Para la activación del pulsador de menú, consulte la siguiente documentación: Instrucciones de servicio SINUMERIK 802D sl Torneado, fresado, rectificado, apartado: Activación del pulsador de menú "Función de usuario". Campos de manejo... -
Página 24: Niveles De Protección
Interfaz de software 2.3 Campos de manejo ALARM Listas de alarmas y avisos CUSTOM El usuario puede llamar su propia aplicación El cambio a otro campo de manejo tiene lugar pulsando la correspondiente tecla del teclado CNC completo (hardkey). Niveles de protección En SINUMERIK 802D sl existe un esquema de niveles de protección para el acceso a áreas de datos. -
Página 25: El Sistema De Ayuda
Interfaz de software 2.4 El sistema de ayuda El sistema de ayuda El control incluye una amplia ayuda en línea. Temas de ayuda: ● Descripción breve de todas las funciones de manejo importantes ● Vista general y breve descripción de los comandos de CN ●... -
Página 26: Pulsadores De Menú
Interfaz de software 2.4 El sistema de ayuda Pulsadores de menú Esta función abre el tema seleccionado. Figura 2-5 Sistema de ayuda: Descripción del tema Esta función permite la selección de referencias cruzadas. Una referencia cruzada está identificada con los caracteres ">>..<<". Este pulsador de menú sólo está visible si se visualiza una referencia cruzada en el campo de aplicación. -
Página 27: Conexión, Búsqueda Del Punto De Referencia
Conexión, búsqueda del punto de referencia Conexión y búsqueda del punto de referencia Nota Al conectar SINUMERIK 802D sl y la máquina, observe también la documentación relativa a ésta, dado que la conexión y la búsqueda del punto de referencia son funciones dependientes de la máquina. - Página 28 Conexión, búsqueda del punto de referencia 3.1 Conexión y búsqueda del punto de referencia Si elige la dirección de aproximación equivocada, no se produce ningún movimiento. Desplácese sucesivamente en cada eje hasta el punto de referencia. Se pone fin a la función seleccionando otro modo de operación (MDA, AUTOMÁTICO o JOG).
-
Página 29: Configurar
Configurar Notas previas Antes de poder trabajar con el CNC, ajuste la máquina, las herramientas, etc. de la siguiente manera: ● Introducción de herramientas y correcciones de herramienta ● Introducción/modificación del decalaje del origen ● Introducción de los datos del operador Introducir herramientas y correcciones de herramienta 4.1.1 Introducir herramientas y correcciones de herramienta... -
Página 30: Lista De Herramientas Estándar
Configurar 4.1 Introducir herramientas y correcciones de herramienta Lista de herramientas estándar Figura 4-1 Lista de herramientas En la lista de herramientas se muestran los parámetros de corrección de filos de las herramientas T. Contenido de la lista de herramientas: Tabla 4- 1 Lista de herramientas Símbolo/... -
Página 31: Desgaste De Herramienta Estándar
Configurar 4.1 Introducir herramientas y correcciones de herramienta Desgaste de herramienta estándar Esta función abre la ventana "Desgaste herramienta", que contiene una lista de las herramientas creadas y los datos de desgaste del filo seleccionado en cada momento. Dentro de esta lista puede navegar con las teclas del cursor y las teclas Page Up, Page Down (pasar páginas). - Página 32 Configurar 4.1 Introducir herramientas y correcciones de herramienta Figura 4-3 Lista de herramientas definida por el usuario Para herramientas especiales se dispone de la función de pulsador de menú "Ampliar", que ofrece una lista de parámetros de filo completa para rellenar. Pulsadores de menú...
- Página 33 Configurar 4.1 Introducir herramientas y correcciones de herramienta Figura 4-4 Máscara de entrada para herramientas especiales El significado de los parámetros de filo se describe en el apartado "Programar". Abre una barra de menú subordinada que ofrece todas las funciones para la creación y visualización de filos adicionales.
-
Página 34: Crear Nueva Herramienta
Configurar 4.1 Introducir herramientas y correcciones de herramienta 4.1.2 Crear nueva herramienta Operaciones La función ofrece tres funciones de pulsador de menú adicionales para la selección del tipo de herramienta "Cuchilla de tornear", "Broca" y "Fresa". Tras la selección, introduzca el número de herramienta deseado (máx. - Página 35 Configurar 4.1 Introducir herramientas y correcciones de herramienta Nota El sistema de coordenadas de las herramientas para el torneado depende del siguiente dato de máquina de visualización: MD290 CTM_POS_COORDINATE_SYSTEM = 0 -> Posición de la herramienta detrás del centro de giro = 2 ->...
-
Página 36: Determinación De Correcciones De Herramienta (Manual)
Configurar 4.1 Introducir herramientas y correcciones de herramienta Con "OK" se confirma la entrada. Un registro con la asignación previa de cero se introduce en la lista de herramientas. 4.1.3 Determinación de correcciones de herramienta (manual) Nota La asignación de la longitud 1 ó 2 al eje depende del tipo de herramienta (herramienta de tornear, broca;... -
Página 37: Datos De Máquina Para Visualización
Configurar 4.1 Introducir herramientas y correcciones de herramienta Figura 4-10 Determinación de las correcciones de la longitud de herramienta en el ejemplo de la broca: Longitud 1/Eje Z Nota La figura "Determinación de las correcciones de la longitud de herramienta en el ejemplo de la broca: Longitud 1/Eje Z"... - Página 38 Configurar 4.1 Introducir herramientas y correcciones de herramienta Figura 4-11 Selección medición manual o semiautomática Se abre la ventana "Medida herramienta manual" con el ajuste predeterminado "Medir longitud 1 en el eje X". Figura 4-12 Ventana "Medida herramienta manual" de la longitud 1 (L) Parámetros de pieza y operaciones para la medición manual de la herramienta "Long.
- Página 39 Configurar 4.1 Introducir herramientas y correcciones de herramienta ● Con el filo de la herramienta en el eje X, aproxímese hasta el borde de la herramienta sujetada o hasta el elemento distanciador. Accione "Guardar posición". La posición real alcanzada se calcula en el control. ●...
- Página 40 Configurar 4.1 Introducir herramientas y correcciones de herramienta Parámetros de pieza y operaciones para la medición manual de una broca "Long. 1" Figura 4-14 Ventana de medición de herramienta, longitud 1 (L), para una broca Para el correspondiente cálculo de la longitud de la herramienta, introduzca los siguientes parámetros de la pieza: ●...
- Página 41 Configurar 4.1 Introducir herramientas y correcciones de herramienta Parámetros de pieza y operaciones para la medición manual de una fresa accionada "Long. 2" Figura 4-15 Medición manual de una fresa accionada Para el correspondiente cálculo de la longitud de la herramienta, introduzca los siguientes parámetros de la pieza: ●...
-
Página 42: Determinación De Correcciones De Herramienta Con Un Palpador (Automático)
Configurar 4.1 Introducir herramientas y correcciones de herramienta 4.1.4 Determinación de correcciones de herramienta con un palpador (automático) Operaciones Accione el pulsador de menú "Medir herram". Se abre la ventana "Medida herramienta autom". Figura 4-16 Ventana "Medida herramienta autom" para la longitud 1 (L) Figura 4-17 Ventana "Medida herramienta autom"... - Página 43 Configurar 4.1 Introducir herramientas y correcciones de herramienta Dato de máquina de visualización El siguiente dato de máquina de visualización determina la visualización en la ventana "Medida herramienta autom": ● MD290 CTM_POS_COORDINATE_SYSTEM – = 0 -> Posición de la herramienta detrás del centro de giro (ver figuras superiores) –...
-
Página 44: Determinación De Las Correcciones De Herramienta Con Óptica De Medición
Configurar 4.1 Introducir herramientas y correcciones de herramienta Proceso con "Palpador desbloqueado" El desbloqueo del palpador se representa en pantalla mediante un círculo lleno. Una vez desbloqueado el palpador, se tiene que soltar la tecla de la dirección del eje. Al soltar la tecla de la dirección del eje, el control crea e inicia automáticamente un programa de medición interno en la memoria de programa. -
Página 45: Ajustes Del Palpador
Configurar 4.1 Introducir herramientas y correcciones de herramienta 4.1.6 Ajustes del palpador Accionar el pulsador de menú "Ajustes". Aquí tiene lugar la memorización de las coordenadas del palpador y el ajuste del avance del eje para el proceso de medida automático. Todos los valores de posición se refieren al sistema de coordenadas de máquina. - Página 46 Configurar 4.1 Introducir herramientas y correcciones de herramienta Figura 4-20 Calibración del palpador Después de abrir la máscara en pantalla aparece al lado de las posiciones actuales del palpador una animación que señaliza el paso a ejecutar. El desplazamiento a este punto se tiene que realizar con el correspondiente eje.
-
Página 47: Vigilancia De Herramienta
Configurar 4.2 Vigilancia de herramienta Vigilancia de herramienta Funcionalidad Esta función está disponible en SINUMERIK 802D sl plus y 802D sl pro. Son posibles los siguientes modos de vigilancia del filo activo de la herramienta activa: ● Vigilancia de la vida útil En caso de activar la vigilancia de la vida útil, se vigila la vida útil durante el tiempo de intervención de la herramienta (G1, G2, G3). - Página 48 Configurar 4.2 Vigilancia de herramienta Figura 4-21 Vigilancia de herramienta Cada tipo de vigilancia se muestra en 4 columnas. ● Valor de consigna ● Límite de preaviso ● Resto ● Activo Con la casilla de verificación de la 4.ª columna se puede activar o desactivar el tipo de vigilancia.
-
Página 49: Introducir/Modificar Decalaje De Origen
Configurar 4.3 Introducir/modificar decalaje de origen Introducir/modificar decalaje de origen Funcionalidad Después de la búsqueda del punto de referencia, la memoria de valores reales y, con ella, también la visualización posición real, están referidos al origen de máquina. Un programa de pieza, en cambio, se refiere al origen de pieza. -
Página 50: Calcular Decalajes Origen
Configurar 4.3 Introducir/modificar decalaje de origen 4.3.1 Calcular decalajes origen Requisito Se ha seleccionado la ventana con el correspondiente decalaje de origen (p. ej.: G54) y el eje para el cual se quiere determinar el decalaje. Figura 4-24 Determinación del decalaje de origen Eje Z Procedimiento Accione el pulsador de menú... -
Página 51: Programar Datos Del Operador
Configurar 4.4 Programar datos del operador Figura 4-26 Determinación del decalaje de origen en Z El pulsador de menú calcula el decalaje e indica el resultado en el campo del decalaje. Programar datos del operador Funcionalidad Con los datos del operador se establecen los ajustes para los estados de funcionamiento. Se pueden modificar en caso de necesidad. - Página 52 Configurar 4.4 Programar datos del operador Figura 4-27 Pantalla base Datos del operador ● JOG avance Valor del avance en el modo JOG Si el valor del avance es "cero", el control utiliza el valor consignado en los datos de máquina.
-
Página 53: Significado
Configurar 4.4 Programar datos del operador Pulsadores de menú La limitación de la zona de trabajo surte efecto en la geometría y los ejes adicionales. Si se quiere utilizar una limitación del campo de trabajo, sus valores se pueden introducir en este diálogo. - Página 54 Configurar 4.4 Programar datos del operador ● Cantidad de piezas: en este contador se registra el número de piezas fabricado desde el momento del inicio Nota La funcionalidad del contador se ajusta mediante los siguientes datos de máquina específicos de canal: •...
-
Página 55: Parámetros De Cálculo R - Campo De Manejo Decalajes/ Parámetros
Configurar 4.5 Parámetros de cálculo R - campo de manejo Decalajes/ Parámetros Parámetros de cálculo R - campo de manejo Decalajes/ Parámetros Funcionalidad En la pantalla base "Parámetros R" se enumeran todos los parámetros R que existen en el control. El programador del programa de pieza puede activar o consultar estos parámetros globales con cualquier finalidad en el programa y modificarlos en caso de necesidad. - Página 56 Configurar 4.5 Parámetros de cálculo R - campo de manejo Decalajes/ Parámetros Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 57: Servicio Con Mando Manual
Servicio con mando manual Servicio con mando manual El modo de mando manual es posible en los modos de operación JOG y MDA. Figura 5-1 Árbol de menú JOG, campo de manejo Posición Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0... -
Página 58: Modo De Operación Jog - Campo De Manejo Posición
Servicio con mando manual 5.2 Modo de operación JOG - campo de manejo Posición Figura 5-2 Árbol de menú MDA, campo de manejo Posición Modo de operación JOG - campo de manejo Posición Operaciones Seleccionar el modo de operación JOG con la tecla <JOG> del panel de mando de máquina. - Página 59 Servicio con mando manual 5.2 Modo de operación JOG - campo de manejo Posición En el modo de operación <Cota incremental> puede desplazar con el mismo proceso de servicio incrementos ajustables. El incremento ajustado se visualiza en el área de estado. Para deseleccionar se vuelve a pulsar <JOG>.
- Página 60 Servicio con mando manual 5.2 Modo de operación JOG - campo de manejo Posición Nota Si se incorpora un segundo cabezal en el sistema, la visualización del cabezal de trabajo se realiza con una fuente más pequeña. La ventana sólo muestra los datos de un cabezal a la vez.
- Página 61 Servicio con mando manual 5.2 Modo de operación JOG - campo de manejo Posición El valor de la posición de eje visualizada se puede definir previamente como punto de referencia para el sistema de coordenadas relativo. Es conveniente ajustar aquí un punto de referencia "X=0" o "Z=0" o introducir un punto de referencia para los ejes directamente en la indicación.
-
Página 62: Asignación De Volantes
Servicio con mando manual 5.2 Modo de operación JOG - campo de manejo Posición 5.2.1 Asignación de volantes Operaciones Seleccione el modo de operación <JOG>. Accione el pulsador de menú "Volante". Se abre la ventana "Volante". Al abrir la ventana, se visualizan en la columna "Eje" todos los descriptores del eje que aparecen simultáneamente en el menú... -
Página 63: Modo De Operación Mda (Introducción Manual) - Campo De Manejo Posición
Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición Modo de operación MDA (Introducción manual) - campo de manejo Posición Funcionalidad En el modo de operación MDA se puede crear y ejecutar un programa de pieza. PRECAUCIÓN Se utilizan los mismos bloqueos de seguridad que en el funcionamiento totalmente automático. -
Página 64: Parámetros
Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición Parámetros Tabla 5- 2 Descripción de los parámetros en la ventana de trabajo "MDA" Parámetros Significado Visualización de los ejes existentes en el MKS o WKS Si desplaza un eje en dirección positiva (+) o negativa (-), aparece en el correspondiente campo un signo Más o Menos. - Página 65 Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición Se visualizan los pulsadores de menú para la selección de la influencia del programa (p. ej.: secuencia opcional, prueba del programa). ● "Ocultar" (SKP): Las secuencias de programa marcadas con una barra inclinada antes del número de secuencia no se tienen en cuenta en el arranque del programa (p.
- Página 66 Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición La ventana muestra las funciones auxiliares y M activas. Accionando repetidamente el pulsador de menú se cierra la ventana. Se muestran todas las funciones G. Visualización de la ventana de "Avance de ejes".
-
Página 67: Teach In
Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición 5.3.1 Teach In Funcionalidad Con la función "Teach In" se pueden crear y modificar secuencias de desplazamiento sencillas. Los valores de posición de ejes se pueden adoptar directamente a una secuencia de programa de pieza nueva o modificada. - Página 68 Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición "Datos tecnolog." Figura 5-9 Datos tecnológicos Introduzca los datos tecnológicos correspondientes (p. ej. avance: 1000). Pulse "Insertar aceptación" para insertar una nueva secuencia de programa de pieza. La nueva secuencia de programa se inserta delante de la secuencia seleccionada con el cursor.
- Página 69 Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición Los ejes se desplazan y se realiza un teach-in de una secuencia rápida con las posiciones alcanzadas. Lineal Figura 5-11 Lineal Los ejes se desplazan y se realiza un teach-in de una secuencia lineal con las posiciones alcanzadas.
-
Página 70: Refrentar
Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición Manejo en los diálogos "Rápido", "Lineal" y "Circular" Con las teclas de eje se desplazan los ejes a la posición deseada que se desea insertar/modificar en el programa de pieza. - Página 71 Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición Figura 5-13 Mecanizado de la superficie Una vez que la máscara esté rellenada por completo y se haya pulsado "OK", la función crea un programa de pieza. La máscara de entrada se cierra y el HMI vuelve a la pantalla base de la máquina.
- Página 72 Servicio con mando manual 5.3 Modo de operación MDA (Introducción manual) - campo de manejo Posición Parámetros Descripción Chaflán/radio En función de la opción seleccionada, este valor genera un radio de transición (indicación "RND") o bien un chaflán de transición (indicación "Chaflán CHR" o "Chaflán CHF") inferior a 45 entre la superficie transversal y el diámetro interior del rebaje.
-
Página 73: Modo Automático
Modo automático Modo de operación AUTOMÁTICO Árbol de menú Figura 6-1 Árbol de menú "AUTOMÁTICO" Requisitos La máquina está preparada conforme a las especificaciones del fabricante de la máquina para el modo AUTOMÁTICO. Operaciones Seleccionar el modo de operación AUTOMÁTICO con la tecla <AUTOMÁTICO> en el panel de mando de máquina. - Página 74 Modo automático 6.1 Modo de operación AUTOMÁTICO Figura 6-2 Pantalla base "AUTOMÁTICO" Parámetros Tabla 6- 1 Descripción de los parámetros en la ventana de trabajo Parámetros Significado Visualización de los ejes existentes en el MKS o WKS. Si desplaza un eje en dirección positiva (+) o negativa (-), aparece en el correspondiente campo un signo Más o Menos.
- Página 75 Modo automático 6.1 Modo de operación AUTOMÁTICO Nota Si se incorpora un segundo cabezal en el sistema, la visualización del cabezal de trabajo se realiza con una fuente más pequeña. La ventana sólo muestra los datos de un cabezal a la vez.
- Página 76 Modo automático 6.1 Modo de operación AUTOMÁTICO La ventana muestra las funciones auxiliares y M activas. Accionando repetidamente el pulsador de menú, se cierra la ventana. Se visualizan todas las funciones G (ver también el capítulo "Programar"). Visualización de la ventana de "Avance de ejes". Accionando repetidamente el pulsador de menú, se cierra la ventana.
- Página 77 Modo automático 6.1 Modo de operación AUTOMÁTICO Búsqueda de número de secuencia hacia delante con cálculo. Durante la búsqueda de número de secuencia se realizan los mismos cálculos que en el servicio con programa normal; no obstante, los ejes no se mueven. Búsqueda de número de secuencia hacia delante con cálculo del fin de la secuencia.
-
Página 78: Seleccionar Programa De Pieza, Iniciar
Modo automático 6.2 Seleccionar programa de pieza, iniciar Seleccionar programa de pieza, iniciar Funcionalidad Antes de arrancar el programa, el control y la máquina tienen que estar ajustados. Para ello, se tienen que observar las consignas de seguridad del fabricante de la máquina. Operaciones Seleccionar el modo de operación AUTOMÁTICO con la tecla <AUTOMÁTICO>... - Página 79 Modo automático 6.2 Seleccionar programa de pieza, iniciar Figura 6-5 Influenciación del programa Con <MARCHA CN> se ejecuta el programa de pieza. Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 80: Búsqueda De Número De Secuencia
Modo automático 6.3 Búsqueda de número de secuencia Búsqueda de número de secuencia Operaciones Requisito: ya se ha seleccionado el programa deseado y el control se encuentra en estado Reset. La búsqueda de número de secuencia permite el paso del programa hasta el punto deseado del programa de pieza. -
Página 81: Resultado De La Búsqueda
Modo automático 6.3 Búsqueda de número de secuencia Figura 6-7 Introducir concepto de búsqueda El concepto de búsqueda se puede introducir con las siguientes funciones: ● "Texto" Se salta a la línea con el correspondiente texto. Con el campo de selección se puede establecer desde qué posición se tiene que buscar el concepto. -
Página 82: Dibujar
Modo automático 6.4 Dibujar Dibujar Operaciones Ha seleccionado un programa de pieza para su ejecución y ha pulsado <MARCHA CN>. Con la función "Dibujar" se dibuja la ejecución del programa de pieza en el HMI. Figura 6-8 Pantalla base "Dibujar" Con los siguientes pulsadores de menú... - Página 83 Modo automático 6.4 Dibujar ● "Borrar imagen" ● "Cursor" – "Situar el cursor" – "Cursor fino", "Cursor grueso", "Cursor muy grueso" La cruz reticular se mueve al accionar las teclas de cursor en pasos pequeños, medianos o más grandes. Se sale de la función "Dibujar". Áreas de representación Con la función "Áreas de representación"...
-
Página 84: Operaciones Para Ajustar Y Guardar El Área De Representación
Modo automático 6.5 Detener, cancelar programa de pieza Operaciones para ajustar y guardar el área de representación 1. Ha seleccionado un área en la vista de simulación. 2. Pulse la función "Áreas represent". 3. Pulse "Red./ampl ventana" para que se pueda ver una representación máxima según la figura Áreas de representación "Ampliar ventana". -
Página 85: Rearranque Después De Una Cancelación
Modo automático 6.6 Rearranque después de una cancelación Rearranque después de una cancelación Después de una cancelación del programa (RESET) puede retirar la herramienta en modo manual (JOG) del contorno. Operaciones Seleccionar modo de operación <AUTOMÁTICO>. Abrir la ventana de búsqueda para cargar el punto de la interrupción. Se carga el punto de la interrupción. -
Página 86: Ejecución De Externo
Modo automático 6.8 Ejecución de externo Ejecución de externo Funcionalidad En el modo <AUTOMÁTICO>, campo de manejo <PROGRAM MANAGER> se ofrecen las siguientes interfaces para la ejecución externa de programas: Tarjeta CompactFlash del cliente Conexión RCS para la ejecución externa a través de la red (solo con SINUMERIK 802D sl pro) Unidad del fabricante Unidades Flash USB... -
Página 87: Requisitos Para La Ejecución Externa A Través De La Red
Modo automático 6.8 Ejecución de externo Operaciones para la ejecución desde una tarjeta CompactFlash del cliente o desde una unidad Flash Requisito: El control se encuentra en el estado "Reset". Seleccione la tecla de modos de operación <AUTOMÁTICO>. Pulse en el panel de mando de máquina la tecla <PROGRAM MANAGER>. Pulse "Tarj. -
Página 88: Operaciones Para La Ejecución Externa A Través De La Red
Modo automático 6.8 Ejecución de externo 3. PC: – Inicie la herramienta RCS. 4. PC: – Habilite la unidad/ el directorio para el funcionamiento en red. 5. PC: – Establezca una conexión Ethernet con el control. 6. Controlador: (ver "Conectar y separar unidades de red") –... -
Página 89: Programación De Piezas
Programación de piezas Vista general Programación de piezas Árbol de menú Figura 7-1 Árbol de menú Gestor de programas Funcionalidad El campo de manejo GESTOR DE PROGRAMAS es el campo de gestión para los programas de pieza en el control. En él se pueden, por ejemplo, crear nuevos programas, abrirlos para editar, seleccionarlos para ejecutar, copiar e insertar. -
Página 90: Pulsadores De Menú
Programación de piezas 7.1 Vista general Programación de piezas Operaciones La tecla <PROGRAM MANAGER> abre el directorio de programas. Figura 7-2 Pantalla base "Program Manager" Con las teclas del cursor es posible navegar en el directorio de programas. Para la localización rápida de programas se introduce la letra inicial del nombre de programa. - Página 91 Programación de piezas 7.1 Vista general Programación de piezas Nota Marcar ficheros individuales: Posicionar el cursor en el fichero correspondiente y pulsar la tecla <Select>. La línea marcada se resalta de color. La pulsación repetida de <Select> vuelve a cancelar la marca. La función introduce uno o varios ficheros en una lista de ficheros a copiar (denominado portapapeles o clipboard).
- Página 92 Programación de piezas 7.1 Vista general Programación de piezas La función selecciona el programa marcado con el cursor para la ejecución. Si está seleccionada la tarjeta CF, el programa se ejecuta como programa externo desde el CN. Este programa no debe contener llamadas de programas de pieza que no estén guardados en el directorio del CN.
-
Página 93: Introducir Programa Nuevo
Programación de piezas 7.2 Introducir programa nuevo Introducir programa nuevo Operaciones Ha seleccionado el campo de manejo GESTOR DE PROGRAMAS. A través de los pulsadores de menú "Director. CN" se selecciona la ubicación del nuevo programa. Pulse "Nuevo". Puede elegirse entre las siguientes posibilidades: Figura 7-3 Nuevo programa Si se acciona el pulsador de menú... -
Página 94: Edición De Programa De Pieza O Ficheros De Texto
Programación de piezas 7.3 Edición de programa de pieza o ficheros de texto. Edición de programa de pieza o ficheros de texto. Funcionalidad Un programa de pieza o secciones de un programa de pieza en la memoria CN solo se pueden editar si el programa de pieza no se encuentra en ejecución. -
Página 95: Árbol De Menú
Programación de piezas 7.3 Edición de programa de pieza o ficheros de texto. Árbol de menú Figura 7-5 Árbol de menú "Programa" Operaciones Seleccione el programa que se va a editar en el campo de manejo GESTOR DE PROGRAMAS. Pulse "Abrir". El programa se abre y se muestra para su edición. - Página 96 Programación de piezas 7.3 Edición de programa de pieza o ficheros de texto. Esta función copia un texto marcado al portapapeles (alternativa: <CTRL+C>) Esta función inserta un texto del portapapeles en la posición actual del cursor (alternativa: <CTRL+V>) Esta función borra un texto marcado (alternativa: <CTRL+X>) Con el pulsador de menú...
- Página 97 Programación de piezas 7.3 Edición de programa de pieza o ficheros de texto. Ver apartado "Ciclos". Nota Pulsador de menú "Fresar", ver apartado "Ciclos" (con opción Transmit y Tracyl) La simulación se describe en el apartado "Simulación". Con la función "Decompilación" existen las siguientes posibilidades: ●...
-
Página 98: Simulación
Programación de piezas 7.4 Simulación Simulación Funcionalidad Con ayuda de una línea punteada se puede seguir la trayectoria de la herramienta programada del programa seleccionado. Operaciones Con la tecla de campo de manejo <PROGRAM> o abriendo un programa de pieza se puede simular el programa de pieza visualizado. - Página 99 Programación de piezas 7.4 Simulación Requisito El control se encuentra en el estado de RESET. Simulación estándar Esta función permite simular la ejecución del programa de pieza en el HMI considerando los avances de ejes. Con <MARCHA CN> se inicia la simulación estándar del programa de pieza seleccionado. Figura 7-7 Simulación estándar Pulsadores de menú...
-
Página 100: Simulación De Contorno
Programación de piezas 7.4 Simulación ● "Borrar imagen" ● "Cursor" – "Situar el cursor" – "Cursor fino", "Cursor grueso", "Cursor muy grueso" Al accionar las teclas de cursor, la cruz reticular se mueve en pasos pequeños, medianos o más grandes en función del ajuste de cursor seleccionado. Conmuta a "Simulación de contorno". - Página 101 Programación de piezas 7.4 Simulación Se pueden activar las siguientes funciones: ● "Auto zoom" ● "Zoom +" ● "Zoom -" ● "Áreas represent" Establece la simulación mostrada en el HMI en unas áreas determinadas (ver apartado "Dibujar"). Se borra la imagen visible. Con las siguientes funciones se puede ajustar el tipo de movimiento de la cruz reticular: ●...
-
Página 102: Calcular Elementos De Contorno
Programación de piezas 7.5 Calcular elementos de contorno Calcular elementos de contorno Mediante la llamada a la calculadora dispone de pulsadores de menú para editar los elementos de contorno. Introduzca los valores para cada elemento de contorno en la máscara de entrada correspondiente. Con "Aplicar" se realiza el cálculo. La combinación de teclas <SHIFT>... - Página 103 Programación de piezas 7.5 Calcular elementos de contorno Pulsadores de menú Esta función sirve para calcular un punto en un círculo. Éste resulta del ángulo de la tangente creada, del radio y del sentido de rotación del círculo. Figura 7-11 Calcular: Punto en un círculo Introduzca el centro del círculo, el ángulo de la tangente y el radio del círculo.
- Página 104 Programación de piezas 7.5 Calcular elementos de contorno Datos dados: Radio: 10 Centro del círculo CC: Z=147 X=183 (diámetro progr.) Ángulo de conexión de la recta: -45° Figura 7-12 Máscara de entrada Resultado: Z = 154.071 X = 190.071 Figura 7-13 Resultado de programación Esta función calcula las coordenadas cartesianas de un punto en el plano que se tiene que conectar con un punto (PP) en una recta.
- Página 105 Programación de piezas 7.5 Calcular elementos de contorno Introduzca las siguientes coordenadas o ángulos: ● Las coordenadas del punto existente (PP) ● El ángulo de elevación de la recta (A1) ● La distancia del nuevo punto con relación a PP ●...
- Página 106 Programación de piezas 7.5 Calcular elementos de contorno Figura 7-16 Calcular: Punto final faltante Esta función selecciona la coordenada dada del punto final. El valor de ordenada o de abscisa es fijo. La segunda línea recta está girada en sentido horario o antihorario en 90 grados frente a la primera línea recta.
- Página 107 Programación de piezas 7.5 Calcular elementos de contorno El cálculo de las coordenadas del centro que faltan se realiza con esta función de calculadora, dado que el radio se sitúa perpendicularmente encima de la recta en la transición tangencial. El radio se sitúa girado 90° en sentido horario sobre la recta definida por el ángulo. Con este pulsador de menú...
-
Página 108: Programación Libre De Contornos
Programación de piezas 7.6 Programación libre de contornos Programación libre de contornos Funcionalidad La programación libre de contornos es una herramienta de soporte para el editor. Con ayuda de la programación de contorno es posible crear contornos sencillos y complejos. El editor de contornos (FKE) calcula parámetros que puedan faltar siempre que puedan deducirse de otros parámetros. - Página 109 Programación de piezas 7.6 Programación libre de contornos Primero defina un punto inicial de contorno (ver apartado "Fijar posición inicial" (Página 112)). Después se realiza la programación del contorno paso a paso (ver apartado "Ejemplo de programación: torneado (Página 131)"). Figura 7-21 Editar elementos de contorno Pulsadores de menú...
-
Página 110: Otras Indicaciones
Programación de piezas 7.6 Programación libre de contornos Otras indicaciones 1. Se determinan los ejes geométricos válidos y se los usa en el programa de pieza. 2. Para las creces de contorno se debe indicar adicionalmente el lado en el cual deben situarse (p. -
Página 111: Decompilación
Programación de piezas 7.6 Programación libre de contornos Decompilación Si ha programado un contorno a través de la función "Contorno", puede volver a editar este contorno existente desde el editor de programas de pieza con el pulsador de menú "Decompilar". Se encuentra en el editor de programas de pieza. 1. -
Página 112: Fijar Posición Inicial
Programación de piezas 7.6 Programación libre de contornos 7.6.2 Fijar posición inicial Operaciones Cuando se introduce un contorno, se debe comenzar en una posición conocida e introducirla como punto inicial. La posición inicial para un contorno se define con las siguientes operaciones: ●... - Página 113 Programación de piezas 7.6 Programación libre de contornos 3. Introducir el valor para la posición inicial. La cota de los valores tiene que ser absoluta (medida de referencia). 4. Seleccione el movimiento de aproximación a la posición inicial en el campo de entrada "Posicionar punto inicial"...
-
Página 114: Pulsadores De Menú Y Parámetros
Programación de piezas 7.6 Programación libre de contornos 7.6.3 Pulsadores de menú y parámetros Funcionalidad Una vez que haya definido la posición inicial, parte del la siguiente pantalla base al programar los distintos elementos de contorno (ver la siguiente figura): Figura 7-25 Definir elemento de contorno La programación de los distintos elementos de contorno tiene lugar a través de pulsadores... -
Página 115: Barra Horizontal De Menú
Programación de piezas 7.6 Programación libre de contornos El contorno se cierra mediante una recta entre el último punto de contorno introducido y la posición inicial. Con el pulsador de menú "Cancelar" se vuelve a la pantalla base sin asumir los últimos valores editados. -
Página 116: Parámetros
Programación de piezas 7.6 Programación libre de contornos Parámetros Desde la posición inicial se introduce el primer elemento de contorno, p. ej., recta en dirección vertical (ver la siguiente figura). Figura 7-27 Línea recta en dirección vertical Con el pulsador de menú "Todos los parámetros" se ofrecen, para ser introducidos, todos los parámetros del elemento de contorno. -
Página 117: Entrada Libre De Texto
Programación de piezas 7.6 Programación libre de contornos Figura 7-28 contorno con radio o chaflán La dirección de la transición para el inicio del contorno se selecciona en la máscara de posición inicial. Se puede elegir entre chaflán y radio. El valor está definido como en los elementos de transición. -
Página 118: Concatenación De Elementos De Contorno A La Izquierda De La Pantalla Base
Programación de piezas 7.6 Programación libre de contornos Concatenación de elementos de contorno a la izquierda de la pantalla base En cuanto haya terminado la entrada mediante "Asumir elemento" o "Cancelar", puede navegar en la concatenación de elementos de contorno (en el lado izquierdo de la pantalla base) mediante las teclas de cursor ↑, ↓. -
Página 119: Destalonados En La Tecnología Tornear
Programación de piezas 7.6 Programación libre de contornos 7.6.4 Destalonados en la tecnología Tornear Condiciones marco Las funciones Destalonado forma E y F y Destalonado forma DIN 76 y general sólo se activan si está activada la tecnología Tornear. Los destalonados de forma E y F, así como las gargantas de salida de rosca, solo se ofrecen si está... - Página 120 Programación de piezas 7.6 Programación libre de contornos Figura 7-30 Garganta E Figura 7-31 Garganta F Figura 7-32 Rosca DIN Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
- Página 121 Programación de piezas 7.6 Programación libre de contornos En destalonados de rosca normalizados, la magnitud característica es el paso P. De él resultan, según las normas DIN, la profundidad y la longitud, así como el radio de transición del destalonado. Se pueden utilizar los pasos (métricos) indicados en DIN76. El ángulo de entrada se puede elegir libremente en el rango de 30°...
-
Página 122: Parametrizar Elemento De Contorno
Programación de piezas 7.6 Programación libre de contornos 7.6.5 Parametrizar elemento de contorno Funcionalidad En la programación del contorno mediante parámetros predefinidos están disponibles los siguientes pulsadores de menú: Tangente con el sistema anterior Con el pulsador de menú "Tangente a anterior", el ángulo α2 se inicializa con el valor 0. El elemento de contorno tiene una transición tangencial con el elemento anterior. - Página 123 Programación de piezas 7.6 Programación libre de contornos Guardar elemento de contorno Cuando se obtiene un elemento de contorno con determinadas especificaciones o se selecciona un contorno deseado con el pulsador de menú "Selección diálogo", se guarda ese elemento de contorno con el pulsador de menú "Asumir elemento" y se vuelve conmutando a la pantalla base.
-
Página 124: Borrar Elemento De Contorno
Programación de piezas 7.6 Programación libre de contornos Borrar elemento de contorno Seleccionar el elemento de contorno que se desea borrar utilizando las flechas de cursor. El símbolo del contorno seleccionado y sus elementos de contorno asociados se marcan de color rojo en la programación gráfica. -
Página 125: Representación Gráfica Del Contorno
Programación de piezas 7.6 Programación libre de contornos 7.6.6 Representación gráfica del contorno Funcionalidad En la ventana gráfica se representa cómo avanza la creación del contorno en forma síncrona con la parametrización sucesiva de los elementos del contorno. El elemento que está... -
Página 126: Indicar Elementos De Contorno En Coordenadas Polares, Cerrar Contorno
Programación de piezas 7.6 Programación libre de contornos 7.6.7 Indicar elementos de contorno en coordenadas polares, cerrar contorno Funcionalidad Al definir coordenadas de los elementos de contorno, se partió en los apartados anteriores de la introducción de las posiciones en el sistema de coordenadas cartesiano. Como alternativa tiene la posibilidad de definir posiciones mediante coordenadas polares. -
Página 127: Conmutación De La Entrada: Cartesiano/Polar
Programación de piezas 7.6 Programación libre de contornos Otras indicaciones Si la recta generada con "Cerrar contorno" se debe unir con un radio o un chaflán en el elemento inicial del contorno, el radio o chaflán se debe indicar de forma explícita, como sigue: ●... -
Página 128: Ejemplo De Cambio De Polo
Programación de piezas 7.6 Programación libre de contornos En la programación de contornos, la calculadora de contornos convierte las coordenadas cartesianas de la posición final anterior con la ayuda del polo determinante en coordenadas polares. Esto se aplica también si el elemento anterior se ha introducido en forma polar, ya que, si se ha definido entre tanto un polo, éste se podría referir a otro polo. -
Página 129: Descripción De Parámetros De Los Elementos De Contorno Recta/Círculo
Programación de piezas 7.6 Programación libre de contornos Siguiente punto: L1inc = -2.0 ϕinc = 45.0° Coord. pol. abs. elemento act. L1abs = 1,6603 ϕabs = 45,0° Coordenadas cartes. calculadas Zabs = 1,1740 Xabs =1,1740 7.6.8 Descripción de parámetros de los elementos de contorno recta/círculo Parámetros elemento de contorno "línea recta"... -
Página 130: Fabricante De La Máquina
Programación de piezas 7.6 Programación libre de contornos Parámetros elemento de contorno "Arco" Figura 7-37 Arco Parámetros Elemento de contorno "círculo" Sentido de giro horario o antihorario Radio del círculo X inc Posición final incremental en dirección X X abs Posición final absoluta en dirección X Z inc Posición final incremental en dirección Z... -
Página 131: Ayuda De Ciclos
Programación de piezas 7.6 Programación libre de contornos 7.6.9 Ayuda de ciclos Funcionalidad Para las siguientes tecnologías hay otros medios de ayuda en forma de ciclos ya preparados que hay que parametrizar. ● Taladrado ● Rotación Consulte también Ciclos (Página 327) 7.6.10 Ejemplo de programación para torneado Ejemplo... -
Página 132: Operaciones
Programación de piezas 7.6 Programación libre de contornos Operaciones Ha abierto un programa de pieza en el campo de manejo Program Manager A continuación, se listan los distintos pasos para introducir el contorno en una tabla. Nota En la programación de contornos en las máscaras de entrada, el campo de entrada con el foco de entrada está... - Página 133 Programación de piezas 7.6 Programación libre de contornos Paso Pulsador de menú Parámetros Introducir el parámetro para el elemento "Recta horizontal": Z: -20 inc "Asumir elemento" Transición al siguiente elemento: RND: 2 Introducir el parámetro para el elemento "Recta vertical": X: 5 inc "Asumir elemento"...
- Página 134 Programación de piezas 7.6 Programación libre de contornos Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 135: Sistema
Sistema Campo de manejo SISTEMA Funcionalidad El campo de manejo SISTEMA contiene funciones que son necesarias para la parametrización y el análisis del NCK, del PLC y del accionamiento. Dependiendo de las funciones seleccionadas se modifican los menús de pulsadores horizontal y vertical. -
Página 136: Pulsadores De Menú
Sistema 8.1 Campo de manejo SISTEMA Figura 8-2 Pantalla base campo de manejo <SYSTEM> Pulsadores de menú A continuación se describen los pulsadores de menú verticales de la pantalla base. "Definir código" En el control se distingue entre tres niveles de código que permiten distintas autorizaciones de acceso: ●... - Página 137 Sistema 8.1 Campo de manejo SISTEMA Figura 8-3 Introducir la contraseña Después de accionar el pulsador de menú "Aplicar" el código de acceso queda ajustado. Con "Cancelar" se vuelve sin acción a la pantalla base "SISTEMA". "Cambiar la contraseña" Figura 8-4 Cambiar contraseña.
- Página 138 Sistema 8.1 Campo de manejo SISTEMA Reset de la autorización de acceso Inicio de sesión del usuario en la red Con "Change language" se puede seleccionar el idioma de la interfaz hombre-máquina. Figura 8-5 Idioma de la interfaz hombre-máquina Seleccione el idioma con las teclas del cursor y aplíquelo con "OK". Nota Al seleccionar un idioma nuevo, el HMI se reinicia automáticamente.
- Página 139 Sistema 8.1 Campo de manejo SISTEMA Se guardan los datos de CN y de PLC. No se guardan los datos de accionamiento. Nota Los datos guardados se pueden consultar mediante la siguiente operación: • Pulse la tecla <SELECT> durante el proceso de arranque del control. •...
-
Página 140: Sistema - Pulsadores De Menú De "P. Marcha
Sistema 8.2 SISTEMA - Pulsadores de menú de "P. Marcha" SISTEMA - Pulsadores de menú de "P. Marcha" Puesta en marcha Selección del modo de arranque del CN. Seleccione el modo deseado con el cursor. ● Arranque normal El sistema se reinicia ●... -
Página 141: Sistema - Pulsadores De Menú "Datos Máquina
Sistema 8.3 SISTEMA - Pulsadores de menú "Datos máquina" SISTEMA - Pulsadores de menú "Datos máquina" Bibliografía Encontrará una descripción de los datos de máquina en los siguientes documentos del fabricante: SINUMERIK 802D sl Manual de listas SINUMERIK 802D sl Manual de funciones Torneado, fresado, punzonado Datos de máquina Las modificaciones en los datos de máquina tienen una influencia esencial en la máquina. -
Página 142: Datos De Máquina Generales
Sistema 8.3 SISTEMA - Pulsadores de menú "Datos máquina" Datos de máquina generales Abra la ventana "Datos de máquina generales". Con las teclas RePág y AvPág se puede hojear hacia delante y hacia atrás. Figura 8-7 Datos de máquina generales Ejecuta un arranque en caliente del control. -
Página 143: Datos De Máquina Específicos De Eje
Sistema 8.3 SISTEMA - Pulsadores de menú "Datos máquina" ● "Escoger todo": la función selecciona todos los grupos de datos para su visualización. ● "Anular todo": se deseleccionan todos los grupos de datos. Figura 8-8 Filtros de indicación Datos de máquina específicos de eje Abra la ventana "Datos de máquina específicos de eje". -
Página 144: Datos De Máquina Específicos Del Canal
Sistema 8.3 SISTEMA - Pulsadores de menú "Datos máquina" Datos de máquina específicos del canal Abra la ventana "Datos de máquina específicos de canal". Con las teclas Page Up y Page Down se puede hojear hacia delante y hacia atrás. Figura 8-10 Datos de máquina específicos del canal Datos de máquina de accionamiento SINAMICS... - Página 145 Sistema 8.3 SISTEMA - Pulsadores de menú "Datos máquina" Para enumerar los parámetros, posicione el cursor en la unidad deseada y pulse "Mostrar parámetro". La descripción de los parámetros se encuentra en la documentación de los accionamientos SINAMICS. Figura 8-12 Lista de parámetros Cambio a los correspondientes objetos de accionamiento.
-
Página 146: Visualización De Datos Máquina
Sistema 8.3 SISTEMA - Pulsadores de menú "Datos máquina" Visualización de datos máquina Abra la ventana "Visualización de datos máquina". Con las teclas Page Up y Page Down se puede hojear hacia delante y hacia atrás. Figura 8-13 Visualización de datos máquina Mediante las funciones "Color pulsador"... - Página 147 Sistema 8.3 SISTEMA - Pulsadores de menú "Datos máquina" La función permite modificar los colores del campo de notas y pulsadores de menú. Figura 8-14 Editar color de pulsador de menú La función permite modificar el color del marco de ventanas de diálogo. La función de pulsador de menú...
-
Página 148: Sistema - Pulsadores De Menú "Visualiz. Service
Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" SISTEMA - Pulsadores de menú "Visualiz. Service" 8.4.1 SISTEMA - Pulsadores de menú "Visualiz. Service" Se abre la ventana "Visualiz. Service". La figura siguiente muestra la pantalla base para la función "Service control". Figura 8-16 Pantalla base Service control En la ventana se muestra información sobre el accionamiento de eje. -
Página 149: Registrador De Acciones
Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" ● La asignación del eje de máquina <=> eje de canal <=> número de accionamiento. ● El estado de habilitación del CN y del accionamiento. ● El estado del accionamiento referido a la disponibilidad para el servicio, fallos y alarmas. En esta ventana está... -
Página 150: Trace Servos
Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" 8.4.3 Trace Servos Para optimizar los accionamientos está disponible una función de osciloscopio que permite la siguiente visualización gráfica: ● la consigna de velocidad ● la desviación del contorno ● el error de seguimiento ●... - Página 151 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" El diagrama visualizado se puede desplazar en la zona visible de la pantalla mediante las teclas del cursor. Base horaria Tiempo de la posición de marca Diferencia de tiempo entre la marca 1 y la posición de marca actual Figura 8-19 Significado de los campos Este menú...
- Página 152 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" ● "Estado": On: el registro se realiza en este canal Off: el canal está inactivo En la mitad inferior de la pantalla se pueden ajustar los parámetros Tiempo de medición y Tipo de trigger para el canal 1.
- Página 153 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Con la ayuda de esta función se pueden definir las amplitudes de paso de las marcas. Figura 8-21 Pasos de marca El movimiento de las marcas tiene lugar con el ancho de paso de un incremento mediante las teclas del cursor.
-
Página 154: Versión/Detalles Hmi
Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" 8.4.4 Versión/Detalles HMI Esta ventana contiene los números de versión y la fecha de creación de los distintos componentes de CNC. Figura 8-23 Versión Nota Las versiones que aparecen en la pantalla de versiones son ejemplos. Guarda el contenido de la ventana "Versión"... - Página 155 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" La función "Detalles Registry" presenta la asignación de las hardkeys (teclas de campo de manejo POSITION (Máquina), OFFSET PARAM (Parámetros), PROGRAMM (Programa), PROGRAM MANAGER (Gestor de programas), etc.) a los programas que se van a iniciar. El significado de las distintas columnas se indica en la siguiente tabla.
- Página 156 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Introducción de la clave de licencia. Figura 8-27 Clave de licencia Bibliografía SINUMERIK 802D sl Instrucciones de servicio Torneado, fresado, rectificado, punzonado; Licencia en SINUMERIK 802D sl Especificación de las opciones con licencia. Figura 8-28 Opciones Bibliografía...
-
Página 157: Msg Servicio
Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" 8.4.5 MSG servicio La función "MSG servicio" permite emitir textos de aviso/mensajes a través de las siguientes interfaces: ● Salida a través de la interfaz RS232 (V24) como flujo de datos sin protocolo ●... - Página 158 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Figura 8-29 Diálogo MSG servicio Ajustes para la salida a través de la interfaz RS232 Ajuste de la interfaz de salida RS232. Figura 8-30 Diálogo de ajustes de la interfaz RS232 Con la casilla de verificación "Enviar a través de RS232"...
- Página 159 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Con el pulsador de menú "OK" se guardan los ajustes y se cierra el diálogo. Con "Cancelar" se cierra el diálogo sin guardar. Para la transmisión de avisos a través de la interfaz RS232, se utiliza la configuración de la comunicación del campo de manejo <SISTEMA>...
- Página 160 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Ajustes para la salida en un fichero Ajustes de la ubicación del fichero. Figura 8-32 Diálogo Ajustes fichero Mediante la casilla de verificación "Enviar como fichero" se activa o desactiva el envío de avisos al fichero ajustado.
-
Página 161: Protocolo De Errores
Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Protocolo de errores Visualización del protocolo de errores. Figura 8-33 Diálogo del protocolo de errores En el protocolo de errores se guardan todos los mensajes, con la correspondiente información de error, durante cuyo procesamiento se ha producido un error. Con el pulsador de menú... - Página 162 Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Tabla 8- 4 El texto de aviso contiene una variable N10 R12=$AA_IW[X] ; Posición actual del eje X en R12 N20 MSG("Posición del eje ; Activar el aviso X"<<R12<<"comprobar") N20 X… Y… N … N…...
-
Página 163: Fecha, Hora
Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Nota En caso de que el texto para los avisos se repita sin modificaciones en el programa de pieza, después de cada salida debe introducirse un comando para un texto vacío. P. -
Página 164: Ajustar Fecha
Sistema 8.4 SISTEMA - Pulsadores de menú "Visualiz. Service" Posibilidades de entrada en la ventana de diálogo "Fecha y hora" ● Ajustar hora Indique la hora en los campos "Hora". Puede elegir si la representación debe tener lugar en formato de 24 o de 12 horas. ●... -
Página 165: Sistema - Pulsadores De Menú De "Plc
Sistema 8.5 SISTEMA - Pulsadores de menú de "PLC" SISTEMA - Pulsadores de menú de "PLC" El pulsador de menú ofrece funciones adicionales para el diagnóstico y la puesta en marcha del PLC. Este pulsador de menú abre el diálogo de configuración para los parámetros de interfaz de la conexión STEP 7 a través de la interfaz RS232 del control. - Página 166 Sistema 8.5 SISTEMA - Pulsadores de menú de "PLC" Módem Si la transmisión de datos en la interfaz RS232 tiene lugar a través de un módem, se parte de la siguiente posibilidad de inicialización: Figura 8-36 Inicializar módem Las siguientes inicializaciones son posibles a través de campos de alternancia: ●...
-
Página 167: Mobile Phone
Sistema 8.5 SISTEMA - Pulsadores de menú de "PLC" A través de un campo de alternancia se pueden seleccionar los siguientes tipos de módem: ● Módem analógico ● ISDN Box ● Mobile Phone Nota Los tipos de las dos estaciones de comunicación tienen que coincidir. En caso de indicación de varias secuencias de programa AT sólo se necesita empezar una vez con AT;... - Página 168 Sistema 8.5 SISTEMA - Pulsadores de menú de "PLC" Formato binario hexadecimal decimal La representación binaria no es posible en palabras dobles. Los contadores y los temporizadores se representan en forma decimal. Figura 8-38 Visualización del estado PLC La dirección del operando indica el valor aumentado en 1. La dirección del operando indica el valor reducido en 1.
- Página 169 Sistema 8.5 SISTEMA - Pulsadores de menú de "PLC" Figura 8-39 Lista de estado PLC Este pulsador de menú permite modificar el valor de las variables marcadas. La modificación se incorpora accionando el pulsador de menú "Aplicar". A la columna activa se le asigna un área nueva. Para este fin, la pantalla de diálogo ofrece las cuatro áreas de selección.
-
Página 170: Bibliografía Para Las Señales De Interfaz
Sistema 8.5 SISTEMA - Pulsadores de menú de "PLC" Puede seleccionar y ejecutar programas de pieza a través del PLC. Para este fin, el programa de usuario del PLC escribe un número de programa en la interfaz PLC, que se convierte a continuación, con la ayuda de una lista de referencia, en un nombre de programa. - Página 171 Fabricante de la máquina Fabricante de la máquina de 201 a 255 Siemens Siemens La notación para cada programa se realiza por líneas. Por cada línea se han previsto dos columnas que se tienen que separar por TAB, carácter de espacio o el signo "|". En la primera columna se tiene que indicar el número de referencia del PLC y en la segunda el...
-
Página 172: Sistema - Pulsadores De Menú De "Ficheros Pem
Sistema 8.6 SISTEMA - Pulsadores de menú de "Ficheros PeM" SISTEMA - Pulsadores de menú de "Ficheros PeM" El menú permite la creación, la lectura, la copia, el borrado, etc. de ficheros generales, archivos de puesta en marcha y proyectos PLC. La ventana muestra el contenido de la unidad seleccionada en una estructura de árbol. - Página 173 Sistema 8.6 SISTEMA - Pulsadores de menú de "Ficheros PeM" ● Datos (en formato de texto) Estos datos son datos de inicialización especiales y se transportan como fichero ASCII. – Datos de máquina – Datos del operador – Datos de herramienta –...
-
Página 174: Parámetros De Interfaz
Sistema 8.6 SISTEMA - Pulsadores de menú de "Ficheros PeM" Nota La función de pulsador de menú "Seguir..." permite ver un protocolo de transmisión, entre otras cosas. Para ello está disponible la función "Protocolo de errores". Visualización y modificación de los parámetros de interfaz RS232. Las modificaciones en los ajustes surten efecto de forma inmediata. - Página 175 Sistema 8.6 SISTEMA - Pulsadores de menú de "Ficheros PeM" Velocidad de Ajuste de la velocidad de la interfaz. transmisión en 300 baudios baudios 600 baudios 1200 baudios 2400 baudios 4800 baudios 9600 baudios 19200 baudios 38400 baudios 57600 baudios 115200 baudios Bits de parada Número de bits de parada en la transmisión asincrónica.
- Página 176 Sistema 8.6 SISTEMA - Pulsadores de menú de "Ficheros PeM" Figura 8-45 Archivo del fabricante, fichero de archivo aún no creado Barra vertical de menú Si activa las funciones de ficheros, dispondrá de los siguientes pulsadores de menú verticales: ● "Cambiar nombre": esta función permite redenominar un fichero previamente seleccionado con el cursor.
-
Página 177: System - Pulsadores De Menú "Asistente Pem
La función "Asistente PeM" se muestra cuando el fabricante de la máquina ha configurado un diálogo de puesta en marcha. Procedimiento: Ver instrucciones de servicio de SINUMERIK 802D sl Torneado, Fresado, Rectificado, Punzonado, apartado "Creación de diálogos de puesta en marcha", o bien el ejemplo guardado en ..\Special\IBN Wizard de la Toolbox. - Página 178 Sistema 8.7 SYSTEM - Pulsadores de menú "Asistente PeM" Pulsadores de menú Para todos los pulsadores de menú se aplica lo siguiente: La función solamente está disponible si el fabricante de la máquina ha depositado las correspondientes indicaciones. ● "Activar" Esta función activa la función seleccionada.
-
Página 179: Visualización De Alarmas
Sistema 8.8 Visualización de alarmas Visualización de alarmas Operaciones Se abre la ventana de alarmas. Con los pulsadores de menú se pueden clasificar las alarmas de CN. Las alarmas de PLC no se clasifican. Figura 8-48 Ventana de visualización de alarmas Pulsadores de menú... - Página 180 Sistema 8.8 Visualización de alarmas Figura 8-49 Listado de alarmas El listado se borra con el pulsador de menú "Borrar protocolo". El fichero puede transferirse, entre otros, a la tarjeta CompactFlash (tarjeta CF) o a la unidad Flash USB mediante el pulsador de menú "Guardar como...". Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 181: Programar
Programar Bases de la programación CN 9.1.1 Nombres de programa Cada programa tiene su propio nombre. El nombre se elige al crear el programa, considerando las condiciones siguientes: ● Los dos primeros caracteres deberían ser letras ● Utilizar únicamente letras, cifras o signos de subrayado ●... -
Página 182: Estructura De La Palabra Y Dirección
Programar 9.1 Bases de la programación CN 9.1.3 Estructura de la palabra y dirección Funcionalidad/estructura La palabra es un elemento de una secuencia y representa principalmente una instrucción de control. La palabra se compone de: ● Carácter de dirección: en general una letra ●... -
Página 183: Estructura De La Secuencia
Programar 9.1 Bases de la programación CN Tabla 9- 2 Ejemplos: R10=6.234 H5=12.1 I1=32.67 M2=5 S2=400 9.1.4 Estructura de la secuencia Funcionalidad Una secuencia debería contener todos los datos para la ejecución de una operación de mecanizado. La secuencia se compone, en general, de varias palabras y se termina siempre con el carácter de fin de secuencia "... -
Página 184: Supresión De Secuencia
Programar 9.1 Bases de la programación CN Supresión de secuencia Las secuencias de un programa que no se deben ejecutar en cada ejecución del programa se pueden marcar especialmente mediante el carácter " / " (barra) delante de la palabra del número de secuencia. -
Página 185: Juego De Caracteres
Programar 9.1 Bases de la programación CN 9.1.5 Juego de caracteres Los siguientes caracteres pueden ser utilizados para la programación y se interpretan conforme a los convenios. Letras, números A, B, C, D, E, F, G, H, I, J, K, L, M, N,O, P, Q, R, S, T, U, V, W X, Y, Z 0, 1, 2, 3, 4, 5, 6, 7, 8, 9 No se distingue entre mayúsculas y minúsculas. -
Página 186: Vista General De Las Instrucciones - Torneado
Programar 9.1 Bases de la programación CN 9.1.6 Vista general de las instrucciones - Torneado Las funciones marcadas con ** no están disponibles en SINUMERIK 802D sl value. Las funciones marcadas con * están activas al inicio del programa (variante de control para la tecnología "Torneado") si no se ha programado otra cosa y el fabricante de la máquina ha conservado el ajuste estándar. - Página 187 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación Interpolación circular a través de punto CIP X... Y... I1=... J1=... intermedio F... ; I1, K1 es punto intermedio Interpolación circular, transición tangencial N10 ... N20 CT Z... X... F... ; Círculo, transición tangencial hacia la sección de...
- Página 188 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación G332 Interpolación de rosca - retirada G332 Z... K... ; Roscado con macho sin mandril de compensación, p. ej., en el eje Z, movimiento de retirada ;...
- Página 189 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación Limitación inferior de revoluciones del cabezal G25 S... ; Secuencia propia limitación inferior del campo de trabajo G25 X... Z... ; Secuencia propia Limitación superior de revoluciones del G26 S...
- Página 190 29: Cota Radio/diámetro modalmente activa DIAMON * Cota de diámetro G290 * Modo SIEMENS 47: Lenguajes CN externos modalmente activos G291 Modo externo (no con 802D-bl) Las funciones marcadas con * están activas al inicio del programa (en el estado de entrega del control, si no se ha programado otra cosa y el fabricante de la máquina ha conservado el ajuste estándar para la tecnología "Tornear").
- Página 191 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación Subprograma, 7 decimales, En lugar de un nombre libre se L..; Secuencia propia nombre y llamada sólo números enteros, puede elegir también L1 sin signos ...L9999999.
- Página 192 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación Mn=40 Cambio automático del escalón de reducción n = 1 ó = 2 M1=40 ; Escalón de (para cabezal n) reducción automático ; para cabezal 1 M41 a M45 Escalón de reducción 1 a escalón de reducción 5 (para cabezal maestro) Mn=41 a...
- Página 193 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación ATAN2( , ) Arcotangente2 Se calcula el ángulo respecto al R40=ATAN2(30.5,80.1) ; origen del vector formado por dos R40: 20.8455 grados componentes vectoriales orientados a lo largo de los ejes de coordenadas.
- Página 194 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación ACC[ Corrección 1 ... 200, números Corrección de aceleración para un N10 ACC[X]=80 ; Para porcentual de la enteros eje o cabezal, indicación en eje X 80% aceleración porcentaje N20 ACC[S]=50 ;...
- Página 195 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación CYCLE... Ciclo de mecanizado Sólo valores La llamada a los ciclos de especificados mecanizado precisa una secuencia propia; los parámetros de transferencia previstos tienen que estar ocupados con valores. Llamadas de ciclos especiales son posibles con un MCALL o CALL adicional.
- Página 196 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación CYCLE97 Tallado de roscas N10 CYCLE97(...) ;secuencia propia CYCLE98 Concatenación de roscas N10 CYCLE98(...) ; secuencia propia Coordenada Para un eje giratorio se puede N10 A=DC(45.3) ; absoluta, indicar secuencia a secuencia la Desplazamiento directo...
- Página 197 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación GOTOF Instrucción de salto En combinación con una etiqueta N10 GOTOF LABEL2 hacia delante se salta a la secuencia marcada; el destino del salto se sitúa en N130 LABEL2: ...
- Página 198 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación $AA_MW[ Resultado de la : identificador de un eje N10 R2=$AA_MW[X] ] ** medición de un eje desplazado en la medición (X, Z) en el sistema de coordenadas de pieza $AC_MEA[...
- Página 199 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación $TC_MOP1 Límite de preaviso 0.0 ... En minutos, escribir o leer valores N10 IF [t,d] ** vida útil para herramienta t, número D d $TC_MOP1[13,1]<15.8 GOTOF ..$TC_MOP2 Vida útil residual 0.0 ...
- Página 200 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación SET( , , , ) Fijar valores para SET: Valores distintos, a partir del campos de variables elemento indicado DEF REAL REP() hasta: conforme al número de VAR2[12]=REP(4.5) ;...
- Página 201 Programar 9.1 Bases de la programación CN Dirección Significado Asignación del valor Información Programación TRACYL(d) Fresado de la d: 1.000 ... 99 999.999 Transformación cinemática TRACYL(20.4) ; superficie envolvente (sólo disponible si existe la Secuencia propia configuración correspondiente) ; Diámetro del cilindro: 20,4 mm TRACYL(20.4,1) ;...
-
Página 202: Llamar Interactivamente La Ventana Del Programa De Pieza (Mmc)
Programar 9.1 Bases de la programación CN 9.1.7 Llamar interactivamente la ventana del programa de pieza (MMC) Función Con el comando se pueden mostrar en el HMI ventanas de diálogo (pantallas de diálogo) definidas por el usuario desde el programa de pieza. El aspecto de la ventana de diálogo se determina mediante una sencilla configuración textual en un fichero XML. - Página 203 Programar 9.1 Bases de la programación CN Ejemplo Llamada síncrona MMC("CYCLES, PICTURE_ON, mmc_cmd.xml, cmd1,,,,,","S") Fichero: mmc_cmd.xml <menu name = "cmd1"> <open_form name = "cmd1_form" /> <softkey_ok> <close_form /> </softkey_ok> </menu> <form name = "cmd1_form" xpos ="12" ypos="100" width="500" height="240"> <init> </init>...
-
Página 204: Información De Recorridos
Programar 9.2 Información de recorridos Información de recorridos 9.2.1 Programar cotas En este apartado se describen los comandos que permiten programar directamente las cotas tomadas de un plano. Esto presenta la ventaja de que no se necesitan realizar laboriosos cálculos para la creación del programa CN. Nota Los comandos que se describen en este apartado se sitúan, en la mayoría de los casos, al inicio de un programa CN. -
Página 205: Cota Absoluta/Incremental: G90, G91, Ac, Ic
Programar 9.2 Información de recorridos ● Acotado métrico, G71 válido para todos los ejes lineales en la secuencia hasta su revocación por G70 en una secuencia posterior. ● Acotado en pulgadas como G70, pero también es válido para el avance y para datos de operador con indicación de longitud. -
Página 206: Ejemplo De Programación
Programar 9.2 Información de recorridos Cota absoluta G90 En la cota absoluta, la medida está referida al origen del sistema de coordenadas actualmente activo (sistema de coordenadas de pieza o de pieza actual o sistema de coordenadas de máquina). Esto depende de los decalajes que están activos en este momento: decalajes programables, ajustables o sin decalajes. -
Página 207: Información
Programar 9.2 Información de recorridos 9.2.3 Indicación de cotas métricas y en pulgadas: G71, G70, G710, G700 Funcionalidad Si hay cotas de piezas que difieren del ajuste básico del sistema del control (pulgadas o mm), las cotas se pueden introducir directamente en el programa. El control asume los necesarios trabajos de conversión al sistema básico. -
Página 208: Cota De Radio Y Diámetro: Diamof, Diamon, Diam90
Programar 9.2 Información de recorridos 9.2.4 Cota de radio y diámetro: DIAMOF, DIAMON, DIAM90 Funcionalidad Para el mecanizado de piezas se programa la información de recorridos para el eje X (eje de refrentado) como cota de diámetro. En el programa se puede conmutar, en caso de necesidad, a cota de radio. -
Página 209: Decalaje De Origen Programable: Trans, Atrans
Programar 9.2 Información de recorridos Nota En decalaje programable con TRANS X... o ATRANS X... se evalúa siempre como cota de radio. Descripción de esta función: ver el siguiente apartado. 9.2.5 Decalaje de origen programable: TRANS, ATRANS Funcionalidad Puede utilizarse el decalaje de origen programable: ●... -
Página 210: Factor De Escala Programable: Scale, Ascale
Programar 9.2 Información de recorridos Programación TRANS Z... ; Decalaje programable, borra las instrucciones antiguas de decalaje, giro, factor de escala, imagen simétrica ATRANS Z... ; Decalaje programable, aditivo a las instrucciones existentes TRANS ; Sin valores: borra las instrucciones antiguas de decalaje, giro, factor de escala, imagen simétrica La instrucción con TRANS/ATRANS exige siempre una secuencia propia. - Página 211 Programar 9.2 Información de recorridos Notas ● En círculos se debería utilizar en ambos ejes el mismo factor. ● Si, con SCALE/ASCALE activo, se programa un ATRANS, se escalan también estos valores de decalaje. Figura 9-6 Ejemplo de un factor de escala programable Ejemplo de programación N20 L10 ;...
-
Página 212: Sujeción De Piezas; Decalaje De Origen Ajustable: G54 A G59, G500, G507 A
Programar 9.2 Información de recorridos 9.2.7 Sujeción de piezas; decalaje de origen ajustable: G54 a G59, G500, G507 a G554, G53, G153 Funcionalidad El decalaje de origen ajustable indica la posición del origen de pieza en la máquina (decalaje del origen de pieza con respecto al origen de máquina). Este decalaje se determina al sujetar la pieza en la máquina y se tiene que introducir en el campo de datos previsto mediante el manejo. -
Página 213: Limitación De La Zona De Trabajo Programable: G25, G26, Walimon, Walimof
Programar 9.2 Información de recorridos 9.2.8 Limitación de la zona de trabajo programable: G25, G26, WALIMON, WALIMOF Funcionalidad Con G25, G26 se puede definir una zona de trabajo para todos los ejes dentro de la cual se pueden realizar desplazamientos, pero no fuera de la zona en cuestión. Si está activa la corrección de la longitud de herramienta, la punta de la herramienta es determinante;... - Página 214 Programar 9.2 Información de recorridos Notas ● En G25, G26 debe utilizarse el Identificador de eje de canal de MD 20080 $MC_AXCONF_CHANAX_NAME_TAB. En SINUMERIK 802D sl se pueden realizar transformaciones cinemáticas. En este caso, se configuran identificadores de ejes que pudieran ser distintos para MD 20080 y los identificadores de ejes geométricos MD20060 $MC_AXCONF_GEOAX_NAME_TAB.
-
Página 215: Movimientos De Ejes
Programar 9.3 Movimientos de ejes Movimientos de ejes 9.3.1 Interpolación lineal con velocidad de desplazamiento rápido: G0 Funcionalidad El movimiento en velocidad de desplazamiento rápido G0 se utiliza para el posicionado rápido de la herramienta, pero no para el mecanizado directo de la pieza. Se pueden desplazar todos los ejes a la vez en una trayectoria recta. -
Página 216: Interpolación Lineal Con Avance: G1
Programar 9.3 Movimientos de ejes Información Para el posicionamiento existe otro grupo de funciones G (ver apartado "Parada precisa/trabajo con control de contorneado: G60, G64"). Con G60 - Parada precisa se puede elegir con otro grupo G una ventana con distintas precisiones. ¡Para la parada precisa existe, como alternativa, una instrucción que actúa por secuencias: G9. -
Página 217: Interpolación Circular: G2, G3
Programar 9.3 Movimientos de ejes 9.3.3 Interpolación circular: G2, G3 Funcionalidad La herramienta se mueve de la posición inicial al punto final circular. La dirección queda determinada por la función G: Figura 9-11 Definición del sentido de giro circular G2-G3 La descripción del círculo deseado se puede indicar de distintas maneras: Figura 9-12 Posibilidades de la programación de círculos con G2-G3 en el ejemplo G2... -
Página 218: Tolerancias De Entrada Para Círculo
Programar 9.3 Movimientos de ejes Programación G2/G3 X... Y... I... J... ; Centro y punto final G2/G3 CR=... X... Y... ; Radio del círculo y punto final G2/G3 AR=... I... J... ; Ángulo en el vértice y centro G2/G3 AR=... X... Y... ;... -
Página 219: Ejemplo De Programación: Indicación De Punto Final Y Radio
Programar 9.3 Movimientos de ejes Nota ¡Los valores de centro se refieren al punto inicial del círculo! Ejemplo de programación: Indicación de punto final y radio Figura 9-14 Ejemplo para indicación de punto final y radio N5 G90 Z30 X40 ;... -
Página 220: Ejemplo De Programación: Indicación De Punto Final Y Ángulo En El Vértice
Programar 9.3 Movimientos de ejes Ejemplo de programación: Indicación de punto final y ángulo en el vértice Figura 9-15 Ejemplo para la indicación de punto final y ángulo en el vértice N5 G90 Z30 X40 ; Punto inicial del círculo para N10 N10 G2 Z50 X40 AR=105 ;... -
Página 221: Interpolación Circular A Través De Punto De Interpolación: Cip
Programar 9.3 Movimientos de ejes 9.3.4 Interpolación circular a través de punto de interpolación: CIP Funcionalidad La dirección del círculo resulta en este caso de la posición del punto intermedio (entre el punto inicial y final). Indicación de punto intermedio: I1=... para eje X, K1=... para eje Z. CIP permanece activo hasta su revocación por otra instrucción de este grupo G (G0, G1...). -
Página 222: Círculo Con Transición Tangencial: Ct
Programar 9.3 Movimientos de ejes 9.3.5 Círculo con transición tangencial: CT Funcionalidad Con CT y el punto final programado en el plano actual (G18: plano Z/X) se genera un círculo que conecta tangencialmente con la sección de trayectoria anterior (círculo o línea recta). En este caso, el radio y el centro del círculo quedan determinados a partir de las condiciones geométricas de la sección de trayectoria anterior y el punto final del círculo programado. -
Página 223: Roscado A Derechas O A Izquierdas
Programar 9.3 Movimientos de ejes Roscado a derechas o a izquierdas Las roscas a derechas o a izquierdas se ajustan con el sentido de giro del cabezal (M3-giro a la derecha, M4-giro a la izquierda. Para este fin, se tiene que programar el dato de la velocidad de giro en la dirección S o ajustar una velocidad de giro del cabezal. -
Página 224: Rosca Cónica
Programar 9.3 Movimientos de ejes Figura 9-21 Asignación del paso en roscados cilíndricos, cónicos y transversales Rosca cónica En roscas cónicas (se requieren 2 datos de eje), se tiene que utilizar la dirección de paso necesaria I o K del eje con el mayor recorrido (mayor longitud de la rosca). No se indica un segundo paso. -
Página 225: Rosca De Varias Secuencias
Programar 9.3 Movimientos de ejes N40 Z0 N50 X50 N60 G33 Z-100 K4 SF=180 ; 2ª entrada de rosca, decalada en 180 grados N70 G0 X54 ... Rosca de varias secuencias Si se programan varias secuencias de rosca consecutivas (rosca de varias secuencias), sólo conviene indicar un decalaje de la posición inicial en la primera secuencia de rosca. -
Página 226: Trayectos De Entrada Y Salida Programables Con G33: Dits, Dite
Programar 9.3 Movimientos de ejes 9.3.7 Trayectos de entrada y salida programables con G33: DITS, DITE Funcionalidad En la rosca G33, los trayectos de entrada y de salida se tienen que recorrer adicionalmente a la rosca necesaria. Es en esta zona donde acelera o frena el eje (los dos ejes, si se trata de una rosca cónica). -
Página 227: Roscado Con Paso Variable: G34, G35
Programar 9.3 Movimientos de ejes Figura 9-23 Trayecto de entrada y trayecto de salida con matado de esquinas con rosca G33 Ejemplo de programación N40 G90 G0 Z100 X10 M3 S500 N50 G33 Z50 K5 SF=180 DITS=4 DITE=2 ; Entrada 4 mm, salida 2 mm N60 G0 X30 9.3.8 Roscado con paso variable: G34, G35... -
Página 228: Programación
Programar 9.3 Movimientos de ejes Determinación de F Si se conocen el paso inicial y final de una rosca, la variación F que se debe programar puede calcularse según la siguiente ecuación: Significan: Paso de rosca de la coordenada del punto de destino del eje [mm/vuelta] Paso inicial de la rosca (progr. -
Página 229: Interpolación De Rosca: G331, G332
Programar 9.3 Movimientos de ejes 9.3.9 Interpolación de rosca: G331, G332 Funcionalidad En rectificadoras, el uso de esta función está previsto de forma prioritaria para un 2º cabezal (herramienta accionada); ver al respecto apartado "2º cabezal". El requisito es un cabezal con regulación de posición y con sistema de medición de desplazamiento. -
Página 230: Posicionamiento En Punto Fijo: G75
Programar 9.3 Movimientos de ejes horario del cabezal, punto final -25 mm N40 G332 Z5 K0.8 ; Retirada N50 G0 X... Z... 9.3.10 Posicionamiento en punto fijo: G75 Funcionalidad Con G75 es posible desplazarse a un punto fijo de la máquina, p. ej., el punto de cambio de herramienta. -
Página 231: Ejemplo De Programación
Programar 9.3 Movimientos de ejes Ejemplo de programación N05 G75 FP=1 X1=0 ; Desplazarse al punto fijo 1 en X N10 G75 FP=2 Z1=0 ; Desplazarse al punto fijo 2 en Z, p. ej. para el cambio de herramienta N30 M30 ;... -
Página 232: Búsqueda Del Punto De Referencia: G74
Programar 9.3 Movimientos de ejes 9.3.11 Búsqueda del punto de referencia: G74 Funcionalidad La función G74 permite buscar el punto de referencia dentro del programa de pieza. La dirección y la velocidad de cada eje están consignados en datos de máquina. G74 exige una secuencia propia y actúa por secuencias. -
Página 233: Estado De La Orden De Medición
Programar 9.3 Movimientos de ejes ATENCIÓN Con MEAW: el palpador se desplaza también hasta la posición programada si se ha disparado. ¡Peligro de destrucción! Nota Para un 2.º palpador se debe programar MAES=2 para flanco ascendente o MAES=-2 para flanco descendente. Estado de la orden de medición Cuando el palpador ha conmutado, la variable $AC_MEA[1] después de la secuencia de medición tiene el valor =1;... -
Página 234: Avance F
Programar 9.3 Movimientos de ejes 9.3.13 Avance F Funcionalidad El avance F es la velocidad sobre la trayectoria y representa la magnitud de la suma geométrica de los componentes de velocidad de todos los ejes afectados. Las velocidades de eje resultan, por lo tanto, de la proporción del recorrido del eje en la trayectoria. El avance F actúa en los modos de interpolación G1, G2, G3, CIP, CT y se mantiene hasta que se escriba una nueva palabra F. -
Página 235: Parada Precisa/Modo Control Por Contorneado: G9, G60, G64
Programar 9.3 Movimientos de ejes 9.3.14 Parada precisa/modo Control por contorneado: G9, G60, G64 Funcionalidad Para el ajuste del comportamiento de desplazamiento en los límites de secuencia y para la conmutación de secuencia existen funciones G que permiten la adaptación óptima a distintos requisitos. -
Página 236: Modo Control Por Contorneado G64
Programar 9.3 Movimientos de ejes Figura 9-24 Ventana de parada precisa somera o fina, activa con G60-G9, representación ampliada de las ventanas Ejemplo de programación N5 G602 ;Ventana de parada exacta basta N10 G0 G60 Z... ; Parada precisa, modal N20 X... -
Página 237: Comportamiento En Aceleración: Brisk, Soft
Programar 9.3 Movimientos de ejes Ejemplo de programación N10 G64 G1 Z... F... ; Modo de contorneado N20 X.. ; Continúa modo de control de contorneado N180 G60 ... ; Conmutación a parada precisa Control anticipativo de la velocidad (LookAhead) En el modo de control por contorneado con G64 el CN optimiza la velocidad considerando los desplazamientos programados en las siguientes secuencias. -
Página 238: Corrección Porcentual De La Aceleración: Acc
Programar 9.3 Movimientos de ejes Figura 9-26 Desarrollo de principio de la velocidad sobre la trayectoria con BRISK-SOFT Programación BRISK ; Aceleración en la trayectoria de forma escalonada SOFT ; Aceleración sin tirones en la trayectoria Ejemplo de programación N10 SOFT G1 X30 Z84 F6.5 ;... -
Página 239: Desplazamiento Con Mando Anticipativo: Ffwon, Ffwof
Programar 9.3 Movimientos de ejes Programación ACC[nombre de eje]= valor ; Para eje porcentual ACC[S]= valor porcentual ; Para cabezal Ejemplo de programación N10 ACC[X]=80 ; 80% de aceleración para el eje X N20 ACC[S]=50 ; 50% de aceleración para el cabezal N100 ACC[X]=100 ;... -
Página 240: Y 4º Eje
Programar 9.3 Movimientos de ejes Ejemplo de programación N10 FFWON ; Mando anticipativo CON N20 G1 X... Z... F9 N80 FFWOF ; Mando anticipativo DES 9.3.18 3. y 4º eje Requisito Ampliación del control para 3 ó 4 ejes Funcionalidad Según la versión de la máquina puede ser necesario un 3er y 4º... -
Página 241: Tiempo De Espera: G4
Programar 9.3 Movimientos de ejes Instrucciones especiales para ejes giratorios: DC, ACP, ACN P. ej., para eje giratorio A A=DC(...) ; Cota absoluta, desplazamiento directo (por el recorrido más corto) a la posición A=ACP(...) ; Cota absoluta, desplazamiento a la posición en sentido positivo A=ACN(...) ;... -
Página 242: Desplazamiento A Tope Fijo
Programar 9.3 Movimientos de ejes 9.3.20 Desplazamiento a tope fijo Funcionalidad Esta función esta disponible en 802D sl plus y 802D sl pro. Mediante la función "Desplazamiento a tope fijo" (FXS = Fixed Stop) es posible generar la fuerza necesaria para la sujeción de piezas (por ejemplo, con pínulas y pinzas). Además, con esta función se puede realizar el desplazamiento a puntos de referencia mecánicos. -
Página 243: Otros Ejemplos De Programación
Programar 9.3 Movimientos de ejes Notas ● En la selección, el tope fijo se tiene que situar entre la posición inicial y final. ● Los datos para el par FXST[ ]= y la amplitud de la ventana FXSW[ ]= son opcionales. Si no se escriben, actúan los valores de los datos del operador existentes (SD). -
Página 244: Cancelar Función
Programar 9.3 Movimientos de ejes Cancelar función La desactivación de la función provoca una parada de pretratamiento. Se deben programar los movimientos de desplazamiento en la misma secuencia en la que se programa FXS[X1]=0. Ejemplo: N200 G1 G94 X200 Y400 F200 El eje X1 se retira de su posición de tope fijo FXS[X1] = 0 hasta la posición... -
Página 245: Reducción Del Avance Con Deceleración En Los Dos Vértices (Fendnorm, G62, G621)
Programar 9.3 Movimientos de ejes La consulta de las variables de sistema en el programa de pieza provoca una parada de decodificación previa. Con SINUMERIK 802D sl sólo se pueden registrar los estados estáticos antes y después de la selección/cancelación. Supresión de alarmas Con un dato de máquina se puede suprimir la salida de las siguientes alarmas: ●... -
Página 246: Parámetros
Programar 9.3 Movimientos de ejes Parámetros FENDNORM ; Deceleración automática en los dos vértices DES ; Deceleración en los dos vértices en esquinas interiores con la corrección del radio de herramienta activa G621 ; Deceleración en los dos vértices en todas las esquinas con la corrección del radio de herramienta activa G62 sólo actúa en las esquinas interiores con ●... - Página 247 Programar 9.3 Movimientos de ejes Ejemplos de aplicación ● Desplazamiento de un eje mediante un eje ficticio. El eje maestro es un eje ficticio, el eje arrastrado es un eje real. De esta manera se puede desplazar el eje real teniendo en cuenta el factor de acoplamiento.
- Página 248 Programar 9.3 Movimientos de ejes La introducción de valores negativos provoca que los desplazamientos entre el eje maestro y arrastrado sean en sentidos opuestos. Si al programar dicha función se omite el factor de acoplamiento, éste toma por defecto el valor 1. TRAILOF Comando de desactivación de un conjunto de ejes Eficacia:...
-
Página 249: Información Adicional
Programar 9.3 Movimientos de ejes … N100 TRAILON(V,Y) Activación del 1.er conjunto de ejes maestro-esclavos N110 TRAILON(W,Z,–1) Activación del 2.º conjunto de ejes maestro-esclavos Factor de acoplamiento negativo: el eje arrastrado se desplaza en la dirección contraria al eje maestro. N120 G0 Z10 Penetración de los ejes Z y W en sentidos opuestos. -
Página 250: Conjunto Maestro-Esclavo (Masldef, Masldel, Maslon, Maslof, Maslofs)
Programar 9.3 Movimientos de ejes PRECAUCIÓN Si se activa un conjunto de ejes maestro-esclavos • en acciones síncronas • dentro del programa de pieza con ejes maestros que no actúan como ejes de programa en el canal del eje arrastrado, es responsabilidad del usuario/fabricante de la máquina adoptar las medidas oportunas para que el desplazamiento del eje maestro no provoque una sobrecarga de los ejes arrastrados. - Página 251 Programar 9.3 Movimientos de ejes Programación MASLON(Slv1,Slv2,..., ) MASLOF(Slv1,Slv2,..., ) MASLDEF(Slv1,Slv2,..., eje maestro) Ampliación para la configuración dinámica MASLDEL(Slv1,Slv2,..., ) Ampliación para configuración dinámica MASLOFS(Slv1, Slv2, ..., ) Ampliación para cabezal esclavo Nota se suprime la parada de decodificación previa implícita. Debido a la MASLOF/MASLOFS falta de parada de decodificación previa, las variables de sistema $P no suministran valores actuales para los ejes esclavo hasta el momento de una nueva programación.
-
Página 252: Ejemplos De Programación
Programar 9.3 Movimientos de ejes Ejemplos de programación Ejemplo 1: Configuración dinámica de un acoplamiento maestro-esclavo Configuración dinámica de un acoplamiento de maestro/esclavo desde el programa de pieza. El eje relevante después de un giro del contenedor de ejes se tiene que convertir en eje maestro. - Página 253 Programar 9.3 Movimientos de ejes Ampliación de la configuración dinámica MASLDEF Definición de un conjunto maestro-esclavo a partir del programa de pieza. Antes, la definición se realizaba únicamente a través de datos de máquina. MASLDEL La instrucción cancela la asignación de los ejes esclavos al eje maestro y al mismo tiempo separa, de forma análoga a MASLOF, el acoplamiento.
-
Página 254: Movimientos Del Cabezal
Programar 9.4 Movimientos del cabezal Movimientos del cabezal 9.4.1 Velocidad de giro del cabezal S, sentidos de giro Funcionalidad La velocidad del cabezal se programa en la dirección S en vueltas por minuto si la máquina dispone de un cabezal controlado. El sentido de giro y el inicio o el fin del movimiento se especifican mediante comandos M. -
Página 255: Limitación De La Velocidad: G25, G26
Programar 9.4 Movimientos del cabezal 9.4.2 Limitación de la velocidad: G25, G26 Funcionalidad A través del programa puede acotar los valores límite normalmente vigentes escribiendo G25 ó G26 y la dirección del cabezal S con el valor límite de la velocidad de giro del cabezal. -
Página 256: Posicionar Cabezal
Programar 9.4 Movimientos del cabezal 9.4.3 Posicionar cabezal 9.4.3.1 Posicionar cabezal (SPOS, SPOSA, M19, M70, WAITS) Funcionalidad permiten colocar cabezales en determinadas posiciones angulares, p. ej. SPOS SPOSA en el cambio de herramienta. Figura 9-30 Posición angular provocan un cambio temporal al modo de regulación de posición hasta el SPOS SPOSA siguiente... - Página 257 Programar 9.4 Movimientos del cabezal Requisitos El cabezal que se desee posicionar debe poder funcionar en el modo de regulación de posición. Programación Posicionamiento del cabezal: SPOS=<Valor> SPOS[<n>]=<Valor> SPOSA=<Valor> SPOSA[<n>]=<Valor> M<n>=19 Conmutación del cabezal al modo Eje: M<n>=70 Definición del criterio de fin del movimiento: FINEA FINEA[S<n>] COARSEA...
- Página 258 Programar 9.4 Movimientos del cabezal Rango de valores: 0 … ±99 999,999 Desplazamiento por la vía directa al =DC(<Valor>) valor absoluto Acotado absoluto, desplazamiento en =ACN(<Valor>) sentido negativo Acotado absoluto, desplazamiento en =ACP(<Valor>) sentido positivo Como =<Valor> DC(<Valor>) Posicionamiento del cabezal maestro ( ) o del cabezal con el M<n>=19 M0=19...
- Página 259 Programar 9.4 Movimientos del cabezal Comando de sincronización para los cabezales indicados WAITS Al ejecutar las siguientes secuencias se espera hasta que los cabezales indicados y programados con en una secuencia CN anterior hayan SPOSA alcanzado su posición (con parada precisa fina). tras Espera hasta que los cabezales indicados se WAITS...
- Página 260 Programar 9.4 Movimientos del cabezal Figura 9-31 Indicación de grados de la posición Ejemplo 2: Posicionamiento del cabezal en el modo Eje Figura 9-32 Posicionar cabezal Variante de programa 1: N10 M3 S500 N90 SPOS[2]=0 ; Regulación de posición CON, cabezal 2 posicionado en 0, en la próxima secuencia puede desplazarse en el modo Eje.
- Página 261 Programar 9.4 Movimientos del cabezal Variante de programa 2: N10 M3 S500 N90 M2=70 ; El cabezal 2 pasa al modo Eje. N100 X50 C180 ; El cabezal 2 (eje C) se desplaza en la interpolación lineal de manera síncrona con X. N110 Z20 SPOS[2]=90 ;...
- Página 262 Programar 9.4 Movimientos del cabezal N145 SPOS=IC(90) ; El posicionamiento se realiza con parada de lectura y en sentido positivo de 90°. N150 G1 X10 N155 G0 X34 N160 SPOS=AC(180) ; El posicionamiento se realiza respecto al origen del cabezal hasta la posición 180°. N165 G1 X10 N170 G0 X34 N175 SPOS=IC(90)
- Página 263 Programar 9.4 Movimientos del cabezal Ejemplo: N10 SPOSA[2]=180 SPOSA[3]=0 N40 WAITS(2,3) ; En la secuencia se realiza una espera hasta que los cabezales 2 y 3 hayan alcanzado las posiciones programadas para ellos en la secuencia N10. Después de puede esperarse con a que se paren los cabezales.
-
Página 264: Escalones De Reducción
Programar 9.4 Movimientos del cabezal 9.4.4 Escalones de reducción Funcionalidad Para un cabezal se pueden configurar hasta 5 escalones de reducción para la adaptación de la velocidad de giro/del par. Programación La selección de un escalón de reducción tiene lugar en el programa a través de comandos ;... -
Página 265: Programación A Través Del Número De Cabezal
Programar 9.4 Movimientos del cabezal La conmutación hacia atrás también se puede realizar a través de: SETMS ; A partir de ahora, el cabezal maestro configurado vuelve a ser el cabezal maestro SETMS(1) ; A partir de ahora, el cabezal 1 vuelve a ser el cabezal maestro La definición del cabezal maestro modificada en el programa sólo es válida hasta el fin/la cancelación del programa. -
Página 266: Funciones De Torneado Especiales
Programar 9.5 Funciones de torneado especiales Funciones de torneado especiales 9.5.1 Velocidad de corte constante: G96, G97 Funcionalidad Requisito: Debe existir un cabezal controlado. Con la función G96 activada, la velocidad de giro del cabezal se adapta al diámetro de pieza mecanizado actualmente (eje de refrentado), de tal modo que una velocidad de corte S programada en el filo de herramienta se mantiene constante: velocidad de giro del cabezal x diámetro = constante. -
Página 267: Desplazamiento En Marcha Rápida
Programar 9.5 Funciones de torneado especiales Desplazamiento en marcha rápida Al realizar desplazamientos en rápido (G0) no se producen variaciones en la velocidad de giro del cabezal. Excepción: si el desplazamiento al contorno se realiza en marcha rápida y la siguiente secuencia contiene un tipo de interpolación G1 o G2, G3, CIP, CT (secuencia de contorno), ya se alcanza en la secuencia de penetración con G0 la velocidad de giro para la secuencia de contorno. -
Página 268: Redondeo, Chaflán
Programar 9.5 Funciones de torneado especiales El decalaje programable TRANS o ATRANS (ver apartado con el mismo nombre) no se debería aplicar en el eje de refrentado X, o tan sólo con valores reducidos. El origen de la pieza debería situarse en el centro de giro. Sólo así se garantiza el funcionamiento exacto de G96. - Página 269 Programar 9.5 Funciones de torneado especiales ● se programan a continuación más de tres secuencias que no contienen información sobre el desplazamiento en el plano, ● se ha cambiado de plano. F, FRC,FRCM no actúa si se ejecuta un chaflán con G0. Si, con chaflán/redondeo, actúa el avance F, se trata, como estándar, del valor de la secuencia que se aleja de la esquina.
-
Página 270: Ejemplos De Programación Chaflán
Programar 9.5 Funciones de torneado especiales Ejemplos de programación chaflán N5 G17 G94 F300 ... N10 G1 X... CHF=5 ; Insertar chaflán con longitud de chaflán de 5 mm N20 X... Y... N100 G1 X... CHR=7 ; Insertar chaflán con longitud de lado de 7 mm N110 X... -
Página 271: Descripción Abreviada Del Contorno
Programar 9.5 Funciones de torneado especiales 9.5.3 Descripción abreviada del contorno Funcionalidad Si de un plano de mecanizado no resultan indicaciones directas del punto final del contorno, se pueden utilizar también datos de ángulo para la determinación de la recta. En un ángulo de contorno se pueden insertar los elementos Chaflán o Redondeo. - Página 272 Programar 9.5 Funciones de torneado especiales Figura 9-40 Ejemplos de contornos con varias secuencias Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 273: Herramienta Y Corrección De Herramienta
Programar 9.6 Herramienta y corrección de herramienta Herramienta y corrección de herramienta 9.6.1 Indicaciones generales (torneado) Funcionalidad En la creación del programa para el mecanizado de piezas no se necesitan tener en cuenta las longitudes de herramienta ni el radio del filo. Las medidas de la pieza se programan directamente, p. -
Página 274: Herramienta T (Torneado)
Programar 9.6 Herramienta y corrección de herramienta 9.6.2 Herramienta T (torneado) Funcionalidad Con la programación de la palabra T tiene lugar la elección de la herramienta. En el dato de máquina se define si se trata de un cambio de herramienta o tan sólo de una selección: ●... -
Página 275: Número De Corrección De Herramienta D (Torneado)
Programar 9.6 Herramienta y corrección de herramienta 9.6.3 Número de corrección de herramienta D (torneado) Funcionalidad A una determinada herramienta se le pueden asignar de 1 a 9 campos de datos con distintas secuencias de corrección de herramientas (para varios filos). Si se precisa un filo especial, se puede programar con D y con el correspondiente número. - Página 276 Programar 9.6 Herramienta y corrección de herramienta N50 T4 D2 ; Se activa cambio de herramienta 4, D2 de T4 N70 G0 Z... ; D1 para herramienta 4 activo, sólo filo cambiado Contenido de una memoria de corrección ● Magnitudes geométricas: longitud, radio Estas están formadas por varios componentes (geometría, desgaste).
- Página 277 Programar 9.6 Herramienta y corrección de herramienta Figura 9-44 Herramienta de tornear con dos filos D1 y D2 - corrección longitudinal Figura 9-45 Correcciones en la cuchilla de tornear con corrección del radio de herramienta Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 278: Taladro De Centraje
Programar 9.6 Herramienta y corrección de herramienta Figura 9-46 Efecto de la corrección en la broca Taladro de centraje Al ejecutar un taladro de centraje, conmute a G17. De este modo, la corrección de longitud para la broca actúa en el eje Z. Después de taladrar, se vuelve a conmutar con G18 a la corrección normal para herramientas de tornear. -
Página 279: Selección De La Corrección Del Radio De Herramienta: G41, G42
Programar 9.6 Herramienta y corrección de herramienta 9.6.4 Selección de la corrección del radio de herramienta: G41, G42 Funcionalidad Tiene que estar activa una herramienta con un correspondiente número D. La corrección del radio de herramienta (corrección del radio del filo) se activa con G41/G42. De este modo, el control calcula automáticamente para el radio de herramienta actual las trayectorias de herramienta equidistantes necesarias para el contorno programado. -
Página 280: Iniciar La Corrección
Programar 9.6 Herramienta y corrección de herramienta Iniciar la corrección La herramienta se aproxima en una línea recta al contorno y se coloca verticalmente a la tangente de trayectoria en la posición inicial del contorno. ¡Elija la posición inicial de modo que quede asegurado el desplazamiento sin colisiones! Figura 9-50 Inicio de la corrección del radio de herramienta en el ejemplo G42, posición del filo =3 Información... -
Página 281: Comportamiento En Esquina: G450, G451
Programar 9.6 Herramienta y corrección de herramienta 9.6.5 Comportamiento en esquina: G450, G451 Funcionalidad Con las funciones G450 y G451 se puede ajustar el comportamiento en la transición discontinua de un elemento de contorno a otro elemento de contorno (comportamiento en esquina) con G41/G42 activo. -
Página 282: Punto De Intersección G451
Programar 9.6 Herramienta y corrección de herramienta Punto de intersección G451 Con G451 - punto de intersección de las equidistantes, se realiza el desplazamiento al punto (punto de intersección) que resulta de las trayectorias de centro de la herramienta (círculo o línea recta). -
Página 283: Casos Especiales De La Corrección Del Radio De La Herramienta
Programar 9.6 Herramienta y corrección de herramienta Ejemplo de programación N100 X... Z... ; Última secuencia en el contorno, círculo o línea recta, P1 N110 G40 G1 X... Z... ; Desactivar corrección de radio de herramienta, P2 9.6.7 Casos especiales de la corrección del radio de la herramienta Cambio de la dirección de corrección La dirección de corrección G41 ⇄... -
Página 284: Ángulos De Contorno Agudos
Programar 9.6 Herramienta y corrección de herramienta Controle también a lo largo de varias secuencias la posible e indeseada aparición de “cuellos de botella” en el contorno. Si ejecuta una prueba/un recorrido de prueba, utilice el mayor radio de herramienta que se pueda elegir. -
Página 285: Uso De Fresas
Programar 9.6 Herramienta y corrección de herramienta N80 G3 X20 Z-20 CR=20 N90 G1 Z-20 N95 X5 N100 Z-25 N110 G40 G0 G90 X100 ; Terminar modo de corrección N120 M2 9.6.9 Uso de fresas Funcionamiento Las funciones de transformación cinemáticas TRANSMIT y TRACYL están ligadas al uso de fresas en tornos. -
Página 286: Corrección Del Radio De Fresa
Programar 9.6 Herramienta y corrección de herramienta Corrección del radio de fresa G41, G42 Figura 9-57 Corrección del radio de fresa a la derecha/izquierda del contorno Iniciar la corrección La herramienta se aproxima en una línea recta al contorno y se coloca verticalmente a la tangente de trayectoria en la posición inicial del contorno. -
Página 287: Acciones Especiales De Corrección De Herramienta (Torneado)
Programar 9.6 Herramienta y corrección de herramienta 9.6.10 Acciones especiales de corrección de herramienta (Torneado) En SINUMERIK 802D sl plus y 802D sl pro están disponibles los siguientes tratamientos especiales para la corrección de herramientas. Influencia de los datos de operador Con el uso de los siguientes datos del operador, el operador/programador puede influir en el cálculo de las correcciones de longitud de la herramienta utilizada: ●... -
Página 288: Función Adicional M
Programar 9.7 Función adicional M Función adicional M Funcionalidad Con la función adicional M se pueden iniciar, p. ej., acciones de conmutación, tales como "Refrigerante CON/DES", y otras funcionalidades. El fabricante del control ha asignado una funcionalidad fija a una pequeña parte de las funciones M. -
Página 289: Función H
Programar 9.8 Función H Nota Además de las funciones M y H, también se pueden transmitir funciones T, D, S al PLC (autómata programable). En total, es posible un máximo de 10 de estas salidas de función en una secuencia. Función H Funcionalidad Con las funciones H se pueden transferir datos con coma flotante (tipo de datos REAL,... -
Página 290: Parámetro De Cálculo R, Lud Y Variable De Plc
Programar 9.9 Parámetro de cálculo R, LUD y variable de PLC Parámetro de cálculo R, LUD y variable de PLC 9.9.1 Parámetros de cálculo R Funcionalidad Si un programa CN no sólo debe ser válido para los valores ajustados una vez, o si es necesario calcular valores, se utilizan a tal efecto parámetros de cálculo. - Página 291 Programar 9.9 Parámetro de cálculo R, LUD y variable de PLC Nota Una secuencia puede tener varias asignaciones, incluyendo expresiones de cálculo. Asignaciones a otras direcciones La flexibilidad de un programa CN se obtiene porque a otras direcciones de CN se les pueden asignar estos parámetros de cálculo o expresiones con parámetros de cálculo.
-
Página 292: Ejemplo De Programación: Programación Indirecta
Programar 9.9 Parámetro de cálculo R, LUD y variable de PLC Ejemplo de programación: Programación indirecta N10 R1=5 ; Asignar directamente el valor 5 (número entero) a R1 N100 R[R1]=27.123 ; Asignar indirectamente el valor 27,123 a R5 9.9.2 Datos de usuario locales (LUD) Funcionalidad El usuario/programador puede definir en un programa variables propias de distintos tipos de datos (LUD = Local User Data). - Página 293 Programar 9.9 Parámetro de cálculo R, LUD y variable de PLC Ejemplo: DEF INT PVAR1, PVAR2, PVAR3=12, PVAR4 ; 4 variables del tipo INT Ejemplo de tipo STRING con asignación: DEF STRING[12] PVAR="Hola" ; Definir variable PVAR con número máximo de caracteres de 12 y cadena de caracteres "Hola"...
-
Página 294: Lectura Y Escritura De Variables De Plc
Programar 9.9 Parámetro de cálculo R, LUD y variable de PLC 9.9.3 Lectura y escritura de variables de PLC Funcionalidad Para permitir el intercambio de datos rápido entre el CN y el PLC, existe un campo de datos especial en la interfase del usuario del PLC con una longitud de 512 bytes. En este área, se han acordado datos PLC en tipo de datos y decalaje de posición. -
Página 295: Saltos De Programa
Programar 9.10 Saltos de programa 9.10 Saltos de programa 9.10.1 Destino del salto para saltos de programa Funcionalidad Un lábel o un número de secuencia sirven para la caracterización de secuencias como destino del salto en saltos de programa. Con saltos de programa es posible ramificar la ejecución del programa. -
Página 296: Saltos De Programa Condicionales
Programar 9.10 Saltos de programa Programación GOTOF Label ; Salto hacia delante (en dirección de la última secuencia del programa) GOTOB Label ; Salto hacia atrás (en dirección de la primera secuencia del programa) Label ; Cadena de caracteres elegida para lábel (meta de salto) o número de secuencia Figura 9-59 Saltos incondicionales en el ejemplo... - Página 297 Programar 9.10 Saltos de programa Programación IF condición GOTOF Label ; Salto hacia delante IF condición GOTOB Label ; Salto hacia atrás GOTOF ; Sentido de salto hacia delante (en dirección de la última secuencia del programa) GOTOB ; Sentido de salto hacia atrás (en dirección de la primera secuencia del programa) Label ;...
-
Página 298: Ejemplo De Programa Para Saltos
Programar 9.10 Saltos de programa N100 IF R1>1 GOTOF LABEL2 ; Si R1 es mayor que 1, saltar a secuencia con LABEL2 N150 LABEL2: ... N800 LABEL3: ... N1000 IF R45==R7+1 GOTOB LABEL3 ; Si R45 es igual que R7 más 1, saltar a secuencia con LABEL3 Varios saltos condicionados en la secuencia:... - Página 299 Programar 9.10 Saltos de programa Figura 9-60 Posicionamiento lineal de puntos en un segmento circular Ejemplo de programación N10 R1=30 R2=32 R3=10 R4=11 R5=50 R6=20 ;Asignación de los valores iniciales N20 MA1: G0 Z=R2*COS (R1)+R5 ; Cálculo y asignación a direcciones de X=R2*SIN(R1)+R6 ejes N30 R1=R1+R3 R4= R4-1...
-
Página 300: Uso De Subprogramas
Programar 9.11 Uso de subprogramas 9.11 Uso de subprogramas 9.11.1 Generalidades Aplicación Básicamente no existen diferencias entre un programa principal y un subprograma. En subprogramas se guardan secuencias de mecanizado que se repiten frecuentemente, p. ej., determinadas formas de contorno. En el programa principal, este subprograma se llama en los puntos necesarios, con lo cual se ejecuta. -
Página 301: Nombre De Subprograma
Programar 9.11 Uso de subprogramas Figura 9-61 Ejemplo de secuencia en caso de llamar dos veces a un subprograma Nombre de subprograma Para poder seleccionar un subprograma determinado a partir de varios, se le asigna un nombre propio al programa. El nombre se puede elegir libremente al crear el programa observando algunas reglas. -
Página 302: Profundidad De Imbricado
Al trabajar con ciclos SIEMENS, se necesitan para éstos hasta 7 niveles de programa. Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0... -
Página 303: Llamada A Ciclos De Mecanizado (Torneado)
Programar 9.11 Uso de subprogramas 9.11.2 Llamada a ciclos de mecanizado (Torneado) Funcionalidad Los ciclos son subprogramas de tecnología que realizan un determinado proceso de mecanizado, por ejemplo, taladrado o roscado, con validez general. La adaptación a la problemática concreta se realiza a través de parámetros a definir/valores directamente en la llamada al correspondiente ciclo. - Página 304 Programar 9.11 Uso de subprogramas Programación con indicación de ruta en el SD42700 EXT_PROGRAM_PATH ("<Nombre del programa>") EXTCALL Parámetros EXTCALL ; Palabra reservada para la llamada de subprogramas <Nombre del programa> ; Constante/variable del tipo STRING Ejemplo: EXTCALL ("CAJA RECTANGULAR.MPF") Programación sin indicación de ruta en el SD42700 EXT_PROGRAM_PATH ("<Ruta\Nombre del programa>") EXTCALL...
-
Página 305: Memoria De Programas Externa
Programar 9.11 Uso de subprogramas N010 PROC MAIN N020 ... N030 EXTCALL ("D:\SP_EXTERNOS\TALADRO") N040 ... N050 M30 El subprograma "TALADRO.SPF", que debe recargarse, se encuentra en la tarjeta Compact Flash del cliente. N010 PROC MAIN N020 ... N030 EXTCALL ("G:\SP_EXTERNOS\TALADRO") N040 ... -
Página 306: Reloj Y Contador De Piezas
Programar 9.12 Reloj y contador de piezas Para todos los programas (programas principales o subprogramas) que se ejecutan simultáneamente en el modo "Ejecución de externo" se tiene que ajustar una memoria de recarga. Fabricante de la máquina Diríjase al fabricante de la máquina cuando deba ampliar el tamaño y la cantidad de memorias de recarga. -
Página 307: Indicación
Programar 9.12 Reloj y contador de piezas ● $AC_OPERATING_TIME Tiempo de ejecución total de programas CN en el modo AUTOMÁTICO (en segundos) En el modo de operación AUTOMÁTICO se suman los tiempos de ejecución de todos los programas entre Marcha CN y final de programa/Reset. El reloj se pone a cero con cada arranque del control. -
Página 308: Contador De Piezas
Programar 9.12 Reloj y contador de piezas 9.12.2 Contador de piezas Funcionalidad En la función "Contador de piezas" se ofrecen contadores que se pueden utilizar para el recuento de piezas. Estos contadores existen como variable de sistema con acceso de escritura y lectura desde el programa o a través del manejo (¡observar el nivel de protección contra escritura!). -
Página 309: Comandos De Lenguaje Para La Vigilancia De Herramienta
Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta Indicación El contenido de las variables de sistema activas se presenta en la pantalla en el campo de manejo <OFFSET PARAM> -> "Datos operador" ">" "Tiempos/Contador.": Todas las piezas= $AC_TOTAL_PARTS Piezas pedidas= $AC_REQUIRED_PARTS Cantidad de piezas =$AC_ACTUAL_PARTS, $AC_SPECIAL_PARTS no disponible en pantalla... -
Página 310: Contador De Vigilancia
Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta El desgaste de la herramienta se puede vigilar a través del número de piezas y/o de la vida útil. Al alcanzar el límite de desgaste de la herramienta se emite automáticamente un preaviso y una alarma, y la herramienta queda bloqueada para el mecanizado posterior. -
Página 311: Variable De Sistema Para Datos De Vigilancia De Herramienta
Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta Variable de sistema para el tipo y estado de la vigilancia ● $TC_TP8[t] ;Estado de la herramienta con el número t: – Bit 0 =1: La herramienta está activa =0: Herramienta no activa –... -
Página 312: Variable De Sistema Para Herramienta Activa
Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta Variable de sistema para herramienta activa En el programa CN se puede leer, a través de variables de sistema: ● $P_TOOLNO - número de la herramienta activa T ● $P_TOOL - número D activo de la herramienta activa 9.13.2 Vigilancia de la vida útil de herramienta La vigilancia de la vida útil tiene lugar para el filo de la herramienta que se está... - Página 313 Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta Parámetros de transferencia: ● INT state: Estado de la ejecución del comando: = 0: Ejecución sin errores = -1: El filo con el número D (d) indicado no existe. = -2: La herramienta con el número T indicado no existe. = -3: La herramienta t indicada no tiene ninguna función de vigilancia definida.
-
Página 314: Vigilancia Del Número De Piezas
Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta 9.13.3 Vigilancia del número de piezas Función La vigilancia del número de piezas se refiere al filo activo de la herramienta activa. La vigilancia del número de piezas abarca todos los filos de herramienta que se utilizan para la fabricación de una pieza. -
Página 315: Programación
Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta En general, la función sirve para la programación al final del programa de pieza CN. El número de piezas de todas las herramientas que participan en la vigilancia del número de piezas se decrementa un valor predefinido. -
Página 316: Ejemplos De Setpiece Con Comando De Cambio De Herramienta M06
Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta Ejemplos de SETPIECE con comando de cambio de herramienta M06 Para una pieza (programa) las herramientas participantes deben decrementarse un valor de ; Se preselecciona T1 (referido al cabezal principal) ;... -
Página 317: Actualización De Consignas
Programar 9.13 Comandos de lenguaje para la vigilancia de herramienta N1700 D1 ; Comandos de mecanizado N1800 SETPIECE (0) ; Actúa solamente sobre T3, sin decremento N1900 T0 N2000 M06 N2100 D0 N2300 M2 Actualización de consignas La actualización de consignas se realiza mediante el HMI. No obstante, la actualización de consignas también puede realizarse a través de la función RESETMON (state, t, d, mon). -
Página 318: Fresado En Tornos
Programar 9.14 Fresado en tornos MSG("Herramienta T7 desgastada - Cambiar") ; Después del cambio de herramienta, continuar con MARCHA CN RESETMON(state,7,1,2) ; Actualización de la consigna contador de piezas IF (state<>0) GOTOF ALARM GOTOB ANF ALARM: ;Visualizar error: MSG("Error RESETMON: " <<state) 9.14 Fresado en tornos 9.14.1... - Página 319 Programar 9.14 Fresado en tornos Figura 9-65 Fresado de la superficie frontal Programación TRANSMIT ; Activar TRANSMIT (secuencia propia) Con TRAFOOF ; Desactivar (secuencia propia) Con TRAFOOF se desconectan todas las funciones de transformación activas. Ejemplo de programación Figura 9-66 Sistema de coordenadas cartesiano X, Y, Z con origen en el centro de giro en la programación de TRANSMIT Torneado...
-
Página 320: Fresado De La Superficie Envolvente - Tracyl
Programar 9.14 Fresado en tornos ; Fresar cuadrado, excéntrico y girado N10 T1 F400 G94 G54 ; Herramienta fresa, avance, modo de avance N20 G0 X50 Z60 SPOS=0 ; Desplazamiento a la posición inicial N25 SETMS(2) ; El cabezal maestro es ahora el cabezal de fresado N30 TRANSMIT ;Activación de la función TRANSMIT N35 G55 G17... - Página 321 Programar 9.14 Fresado en tornos Figura 9-67 Sistema de coordenadas cartesiano X, Y, Z en la programación de TRACYL ● El control convierte los movimientos de desplazamiento programados del sistema de coordenadas cartesiano X, Y, Z en los desplazamientos de los ejes reales de máquina. En este caso, el cabezal principal actúa como eje giratorio de la máquina.
-
Página 322: Dirección Offn
Programar 9.14 Fresado en tornos Figura 9-69 Sección de distintas ranuras Programación TRACYL (d) ; Activar TRACYL (secuencia propia) TRAFOOF ; Desactivar (secuencia propia) ; d - Diámetro del mecanizado del cilindro en mm Con TRAFOOF se desconectan todas las funciones de transformación activas. Dirección OFFN Distancia entre la pared lateral de la ranura y la trayectoria programada. -
Página 323: Indicaciones Para La Programación
Programar 9.14 Fresado en tornos Figura 9-70 Uso de OFFN para la anchura de la ranura Indicaciones para la programación Para fresar ranuras con TRACYL, se programa en el programa de pieza con los datos de coordenadas la línea central de la ranura y, a través de OFFN, la (mitad de la) anchura de la ranura. - Página 324 Programar 9.14 Fresado en tornos Información ● Ranuras guía: Con un diámetro de herramienta que corresponde exactamente a la anchura de la ranura es posible la ejecución exacta de la ranura. En este caso, no se activa la corrección de radio de herramienta.
- Página 325 Programar 9.14 Fresado en tornos Ejemplo de programación Mecanizado de una ranura angular: Figura 9-71 Ejemplo para el mecanizado de una ranura Figura 9-72 Programación de la ranura, valores en la base de la ranura ; Diámetro de mecanizado del cilindro en la base de la ranura: 35,0 mm ;...
- Página 326 Programar 9.14 Fresado en tornos N10 T1 F400 G94 G54 ; Herramienta fresa, avance, modo de avance, corrección decalaje de origen N30 G0 X25 Z50 SPOS=200 ; Desplazamiento a la posición inicial N35 SETMS(2) ; El cabezal maestro es ahora el cabezal de fresado N40 TRACYL (35.0) ;...
-
Página 327: Ciclos
Ciclos 10.1 Vista general de los ciclos Los ciclos son subprogramas tecnológicos válidos de forma general para realizar procesos de mecanizado determinados, como p. ej., operaciones de roscado. La adaptación de los ciclos a planteamientos concretos se efectúa mediante los parámetros asignados. Referencia a bibliografía Los ciclos aquí... -
Página 328: Subprograma De Ayuda Para Ciclos
Ciclos 10.2 Programación de los ciclos ● Ciclos de figuras de taladrado HOLES1: Fila de agujeros HOLES2: Agujeros en círculo ● Ciclos de torneado CYCLE93: Entallado CYCLE94: Gargantas (formas E y F según DIN) CYCLE95: Desbaste con destalonado CYCLE96: Garganta de salida de rosca CYCLE97: Tallado de roscas CYCLE98: Cadena de roscas Los ciclos se entregan con la caja de herramientas y se tienen que cargar, en caso de... -
Página 329: Visualización De Secuencias Durante La Ejecución De Un Ciclo
Ciclos 10.2 Programación de los ciclos Estos avisos no interrumpen la ejecución del programa y se conservan hasta que aparece el siguiente aviso. Los textos de los avisos y su significado se explican en los ciclos correspondientes. Un resumen de todos los mensajes relevantes se encuentra en el apartado 9.4. Visualización de secuencias durante la ejecución de un ciclo Durante todo el ciclo permanece la llamada del ciclo en la visualización de secuencias. -
Página 330: Ayuda Gráfica De Ciclos En El Editor De Programas
Ciclos 10.3 Ayuda gráfica de ciclos en el editor de programas Si la lista de parámetros contiene durante la llamada de ciclo más registros que parámetros definidos en el ciclo, aparecerá la alarma CN general 12340 "Número de parámetros demasiado grande" y no se ejecutará el ciclo. Nota Es necesario que estén configurados los datos de máquina de canal y de eje del cabezal. -
Página 331: Ciclos De Taladrado
Ciclos 10.4 Ciclos de taladrado Manejo de la ayuda de ciclos Para insertar una llamada de ciclo en un programa, se tienen que realizar sucesivamente los pasos siguientes: ● En el menú de pulsadores horizontal, se puede ramificar a través de los pulsadores de menú... -
Página 332: Parámetros Geométricos
Ciclos 10.4 Ciclos de taladrado Existen dos clases de parámetros: ● Parámetros geométricos ● Parámetros de mecanizado Los parámetros geométricos son idénticos en todos los ciclos de taladrado. Definen los planos de referencia y de retirada, la distancia de seguridad así como la profundidad final de taladro absoluta o relativa. -
Página 333: Programación De Tiempos De Espera
Ciclos 10.4 Ciclos de taladrado Antes de efectuar la llamada ha de estar seleccionada una corrección longitudinal. Ésta es efectiva siempre en dirección perpendicular al plano seleccionado y sigue activa aún después del final del ciclo. Por lo tanto, en el torneado, el eje de taladrado es el eje Z. Se taladra en el lado frontal de la pieza. - Página 334 Ciclos 10.4 Ciclos de taladrado En tornos con herramientas accionadas también es posible taladrar en posición excéntrica en el lado frontal o en la superficie envolvente si lo permite la estructura de la máquina. Para el taladrado excéntrico en el lado frontal se deberá observar lo siguiente: ●...
-
Página 335: Taladrado, Centrado (Punteado) - Cycle81
Ciclos 10.4 Ciclos de taladrado 10.4.3 Taladrado, centrado (punteado) - CYCLE81 Programación CYCLE81(RTP, RFP, SDIS, DP, DPR) Tabla 10- 1 Parámetro CYCLE81 Parámetro Tipo de datos Significado REAL Plano de retirada (absoluto) REAL Plano de referencia (absoluto) SDIS REAL Distancia de seguridad (se introduce sin signo) REAL Profundidad final de taladrado (absoluta) REAL... - Página 336 Ciclos 10.4 Ciclos de taladrado DP y DPR (profundidad final de taladrado) La profundidad final de taladrado puede indicarse indistintamente en cotas absolutas (DP) o relativas (DPR) respecto al plano de referencia. Si es relativa, el ciclo calcula por sí mismo la profundidad resultante tomando como base la posición de los planos de referencia y de retirada.
- Página 337 Ciclos 10.4 Ciclos de taladrado Ejemplo de programación: Bohren_Zentrieren Con este programa se ejecuta un taladro en la superficie frontal con la ayuda del ciclo de taladrado CYCLE81. El eje de taladrado es siempre el Z. Figura 10-7 Bohren_Zentrieren N10 G0 G17 G90 F200 S300 M3 ;...
-
Página 338: Taladrado, Avellanado - Cycle82
Ciclos 10.4 Ciclos de taladrado 10.4.4 Taladrado, avellanado - CYCLE82 Programación CYCLE82(RTP, RFP, SDIS, DP, DPR, DTB) Parámetros Tabla 10- 2 Parámetro CYCLE82 Parámetro Tipo de datos Significado REAL Plano de retirada (absoluto) REAL Plano de referencia (absoluto) SDIS REAL Distancia de seguridad (se introduce sin signo) REAL Profundidad final de taladrado (absoluta) -
Página 339: Explicación De Los Parámetros
Ciclos 10.4 Ciclos de taladrado Explicación de los parámetros Parámetros RTP, RFP, SDIS, DP, DPR: ver CYCLE81 Figura 10-8 Parámetro CYCLE82 DTB (tiempo de espera) En DTB se programa en segundos el tiempo de espera en la profundidad final de taladrado (rotura de viruta). -
Página 340: Taladrado Profundo - Cycle83
Ciclos 10.4 Ciclos de taladrado 10.4.5 Taladrado profundo - CYCLE83 Programación CYCLE83(RTP, RFP, SDIS, DP, DPR, FDEP, FDPR, DAM, DTB, DTS, FRF, VARI) Parámetros Tabla 10- 3 Parámetro CYCLE83 Parámetro Tipo de datos Significado REAL Plano de retirada (absoluto) REAL Plano de referencia (absoluto) SDIS REAL... - Página 341 Ciclos 10.4 Ciclos de taladrado El ciclo genera la secuencia siguiente: Taladrado profundo con evacuación de viruta (VARI=1): ● Desplazamiento hasta el plano de referencia retrasado la distancia de seguridad, con ● Desplazamiento hasta la primera profundidad de taladrado mediante G1, resultando el avance programado en la llamada al ciclo y que se calcula con el parámetro FRF (factor de avance).
-
Página 342: Interrelación De Los Parámetros Dp (O Dpr), Fdep (O Fdpr) Y Dma
Ciclos 10.4 Ciclos de taladrado ● Desplazamiento hasta la próxima profundidad de taladrado, con G1 y el avance programado (la sucesión de movimientos prosigue hasta que se ha alcanzado la profundidad final de taladrado). ● Retirada hasta el plano de retirada con G0. Figura 10-10 Taladrado profundo con rotura de viruta Explicación de los parámetros Parámetros RTP, RFP, SDIS, DP, DPR: ver CYCLE81... -
Página 343: Ejemplo De Programación: Taladrado Profundo
Ciclos 10.4 Ciclos de taladrado Si la primera profundidad de taladrado se programa mayor que la profundidad final de taladrado, no se sobrepasa nunca la profundidad final de taladrado. El ciclo reduce la primera profundidad de taladrado automáticamente de tal manera que, al taladrar, se alcanza la profundidad final de mecanizado, y se taladra sólo una vez. -
Página 344: Roscado Con Macho Sin Mandril De Compensación - Cycle84
Ciclos 10.4 Ciclos de taladrado 10.4.6 Roscado con macho sin mandril de compensación - CYCLE84 Programación CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT, PIT, POSS, SST, SST1) Parámetros Tabla 10- 4 Parámetro CYCLE84 Parámetro Tipo de datos Significado REAL Plano de retirada (absoluto) REAL Plano de referencia (absoluto) - Página 345 Ciclos 10.4 Ciclos de taladrado Funcionamiento La herramienta taladra hasta la profundidad de roscado introducida, con la velocidad del cabezal y la velocidad de avance que están programadas. El ciclo CYCLE84 permite tallar roscados con macho sin mandril de compensación. Nota El ciclo CYCLE84 sólo se podrá...
- Página 346 Ciclos 10.4 Ciclos de taladrado Explicación de los parámetros Parámetros RTP, RFP, SDIS, DP, DPR: ver CYCLE81 Figura 10-11 Parámetro CYCLE84 DTB (tiempo de espera) El tiempo de espera se tiene que programar en segundos. Al taladrar en agujeros ciegos se recomienda prescindir del tiempo de espera.
-
Página 347: Ejemplo De Programación: Rosca Con Macho Sin Mandril De Compensación
Ciclos 10.4 Ciclos de taladrado POSS (posición del cabezal) En el ciclo, antes del roscado con macho, el cabezal se detiene con el comando SPOS y entra en regulación de posición. En POSS se programa la posición del cabezal para esta parada. SST (velocidad de giro) El parámetro SST contiene la velocidad del cabezal para la secuencia de roscado con macho. -
Página 348: Roscado Con Macho Con Mandril De Compensación - Cycle840
Ciclos 10.4 Ciclos de taladrado 10.4.7 Roscado con macho con mandril de compensación - CYCLE840 Programación CYCLE840(RTP, RFP, SDIS, DP, DPR, DTB, SDR, SDAC, ENC, MPIT, PIT, AXN) Parámetros Tabla 10- 5 Parámetro CYCLE840 Parámetro Tipo de datos Significado REAL Plano de retirada (absoluto) REAL Plano de referencia (absoluto) -
Página 349: Secuencia Roscado Con Macho Con Mandril De Compensación Y Sin Captador
Ciclos 10.4 Ciclos de taladrado Parámetro Tipo de datos Significado REAL Paso de rosca indicado como valor (con signo) Rango de valores: 0.001 ... 2000.000 mm Eje de herramienta Valores: 1 = 1. Eje del plano 2 = 2. Eje del plano o 3er eje del plano Funcionamiento La herramienta taladra hasta la profundidad de roscado introducida, con la velocidad del... -
Página 350: Secuencia De Roscado Con Macho Con Mandril De Compensación Y Con Captador
Ciclos 10.4 Ciclos de taladrado ● Retirada al plano de referencia retrasado la distancia de seguridad ● Retirada hasta el plano de retirada con G0. Figura 10-12 Sucesión de movimientos sin captador Secuencia de roscado con macho con mandril de compensación y con captador Posición alcanzada antes del inicio del ciclo: La posición de taladrado es la posición en los dos ejes del plano seleccionado. - Página 351 Ciclos 10.4 Ciclos de taladrado Explicación de los parámetros Parámetros RTP, RFP, SDIS, DP, DPR: ver CYCLE81 DTB (tiempo de espera) El tiempo de espera se tiene que programar en segundos. Sólo actúa en el roscado con macho sin captador. SDR (sentido de giro para retirada) Si el cambio de sentido de giro del cabezal debe ser automático, deberá...
- Página 352 Ciclos 10.4 Ciclos de taladrado Si los dos parámetros de paso tienen valores contradictorios, el ciclo genera la alarma 61001 "Paso erróneo" y se interrumpe su ejecución. Nota El ciclo decide en función del dato de máquina MD30200 $MA_NUM_ENCS si la rosca se efectuará...
-
Página 353: Ejemplo De Programación: Rosca Sin Captador
Ciclos 10.4 Ciclos de taladrado Para mecanizar, por ejemplo, un taladro de centraje (en Z) en el plano G18, se programa: AXN=1 Ejemplo de programación: Rosca sin captador Con este programa se talla una rosca sin captador en la posición X0; el eje de taladrado es el Z. -
Página 354: Escariado 1 (Mandrinado 1) - Cycle85
Ciclos 10.4 Ciclos de taladrado 10.4.8 Escariado 1 (mandrinado 1) – CYCLE85 Programación CYCLE85(RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) Parámetros Tabla 10- 6 Parámetro CYCLE85 Parámetro Tipo de datos Significado REAL Plano de retirada (absoluto) REAL Plano de referencia (absoluto) SDIS REAL Distancia de seguridad (se introduce sin signo) - Página 355 Ciclos 10.4 Ciclos de taladrado El ciclo genera la sucesión de movimientos siguiente: ● Desplazamiento hasta el plano de referencia retrasado la distancia de seguridad, con ● Desplazamiento a la profundidad final de taladrado, con G1 y el avance programado en el parámetro FFR.
-
Página 356: Ejemplo De Programación: Primer Mandrinado
Ciclos 10.4 Ciclos de taladrado Ejemplo de programación: Primer mandrinado Se llama en Z70 X0 al ciclo CYCLE85. El eje de taladrado es el Z. La profundidad final de taladrado en la llamada del ciclo se indica en forma de valor relativo; no está programado tiempo de espera. - Página 357 Ciclos 10.4 Ciclos de taladrado Funcionamiento El ciclo soporta el mandrinado de taladros (con un mandril). La herramienta taladra hasta la profundidad introducida, con la velocidad del cabezal y la velocidad de avance que se han programado. En el mandrinado 2 se efectúa, después de alcanzar la profundidad, una parada orientada del cabezal.
- Página 358 Ciclos 10.4 Ciclos de taladrado Explicación de los parámetros Parámetros RTP, RFP, SDIS, DP, DPR: ver CYCLE81 Figura 10-17 Parámetro CYCLE86 DTB (tiempo de espera) En DTB se programa en segundos el tiempo de espera en la profundidad final de taladrado (rotura de viruta).
-
Página 359: Ejemplo De Programación: Segundo Mandrinado
Ciclos 10.4 Ciclos de taladrado POSS (posición del cabezal) En POSS se debe programar la posición del cabezal, en grados, para la parada orientada de este una vez que se ha alcanzado la profundidad final de taladrado. Nota Es posible efectuar una parada orientada del cabezal activo. El ángulo correspondiente se programa mediante un parámetro de transferencia. -
Página 360: Taladrado Con Parada 1 (Mandrinado 3) - Cycle87
Ciclos 10.4 Ciclos de taladrado N70 CYCLE86(112, 110, , 77, 0, 2, 3, -1, -1, 1, ; Llamada del ciclo con valor absoluto de profundidad de taladrado N80 G0 Z100 N90 TRAFOOF ; Desactivar TRANSMIT N95 SETMS ; Ahora, el cabezal maestro vuelve a ser el cabezal principal N200 M2 ;... -
Página 361: Ejemplo De Programación: Tercer Mandrinado
Ciclos 10.4 Ciclos de taladrado ● Parada del cabezal con M5. ● Pulsar la tecla MARCHA CN. ● Retirada hasta el plano de retirada con G0. Explicación de los parámetros Parámetros RTP, RFP, SDIS, DP, DPR: ver CYCLE81 Figura 10-19 Parámetro CYCLE87 SDIR (sentido de giro) Con este parámetro se determina el sentido de giro en el cual se debe taladrar en el ciclo. -
Página 362: Taladrado Con Parada 2 (Mandrinado 4) - Cycle88
Ciclos 10.4 Ciclos de taladrado 10.4.11 Taladrado con parada 2 (mandrinado 4) - CYCLE88 Programación CYCLE88(RTP, RFP, SDIS, DP, DPR, DTB, SDIR) Parámetros Tabla 10- 9 Parámetro CYCLE88 Parámetro Tipo de datos Significado REAL Plano de retirada (absoluto) REAL Plano de referencia (absoluto) SDIS REAL Distancia de seguridad (se introduce sin signo) -
Página 363: Ejemplo De Programación: Cuarto Mandrinado
Ciclos 10.4 Ciclos de taladrado Explicación de los parámetros Parámetros RTP, RFP, SDIS, DP, DPR: ver CYCLE81 Figura 10-20 Parámetro CYCLE88 DTB (tiempo de espera) En DTB se programa en segundos el tiempo de espera en la profundidad final de taladrado (rotura de viruta). -
Página 364: Escariado 2 (Mandrinado 5) - Cycle89
Ciclos 10.4 Ciclos de taladrado 10.4.12 Escariado 2 (mandrinado 5) – CYCLE89 Programación CYCLE89 (RTP, RFP, SDIS, DP, DPR, DTB) Parámetros Tabla 10- 10 Parámetro CYCLE89 Parámetro Tipo de datos Significado REAL Plano de retirada (absoluto) REAL Plano de referencia (absoluto) SDIS REAL Distancia de seguridad (se introduce sin signo) -
Página 365: Ejemplo De Programación: Quinto Mandrinado
Ciclos 10.4 Ciclos de taladrado Explicación de los parámetros Parámetros RTP, RFP, SDIS, DP, DPR: ver CYCLE81 Figura 10-21 Parámetro CYCLE89 DTB (tiempo de espera) En DTB se programa en segundos el tiempo de espera en la profundidad final de taladrado (rotura de viruta). -
Página 366: Fila De Agujeros - Holes1
Ciclos 10.4 Ciclos de taladrado 10.4.13 Fila de agujeros - HOLES1 Programación HOLES1 (SPCA, SPCO, STA1, FDIS, DBH, NUM) Parámetros Tabla 10- 11 Parámetro HOLES1 Parámetro Tipo de datos Significado SPCA REAL 1. eje del plano (abscisas) de un punto de referencia en la recta (absoluto) SPCO REAL... - Página 367 Ciclos 10.4 Ciclos de taladrado Ejecución Para evitar recorridos muertos innecesarios, se decide a nivel interno del ciclo, en base a la posición real de los ejes del plano y a la geometría de la fila de agujeros, si éstos se ejecutarán empezando por el primer agujero o por el último.
-
Página 368: Ejemplo De Programación: Fila De Agujeros
Ciclos 10.4 Ciclos de taladrado STA1 (ángulo) La recta puede tomar una posición cualquiera en el plano. Queda determinada por el punto definido mediante SPCA y SPCO y el ángulo que forma con el 1.er eje del plano del sistema de coordenadas de pieza actual en el momento de la llamada. -
Página 369: Ejemplo De Programación: Retículo De Agujeros
Ciclos 10.4 Ciclos de taladrado N10 G0 G90 X0 Z10 SPOS=0 ; Ir a la posición de partida N15 SETMS(2) ; El cabezal maestro es ahora el cabezal de fresado N20 TRANSMIT ; Activación de la función TRANSMIT N25 G17 G90 X0 Y0 N30 F30 S500 M3 ;... -
Página 370: Agujeros En Círculo - Holes2
Ciclos 10.4 Ciclos de taladrado N10 G0 G90 X0 Z10 SPOS=0 ; Ir a la posición de partida N15 SETMS(2) ; El cabezal maestro es ahora el cabezal de fresado N20 TRANSMIT ; Activación de la función TRANSMIT N25 G17 G90 X-20 Y-10 N30 F30 S500 M3 ;... - Página 371 Ciclos 10.4 Ciclos de taladrado En un torno, el ciclo de figuras de taladrado HOLES2 sólo se puede utilizar con TRANSMIT en el plano G17 y con una herramienta accionada (ver apartado "Fresado de la superficie frontal - TRANSMIT") Z es el eje de herramienta. Las posiciones de taladrado se programan a nivel interno del ciclo en el plano X-Y.
-
Página 372: Ejemplo De Programación: Agujeros En Círculo
Ciclos 10.4 Ciclos de taladrado Explicación de los parámetros Figura 10-28 Parámetro HOLES2 CPA, CPO y RAD (posición central y radio) La situación de los agujeros en círculo en el plano de mecanizado está definida mediante el centro (parámetros CPA y CPO) y el radio (parámetro RAD). El radio admite solamente valores positivos. - Página 373 Ciclos 10.4 Ciclos de taladrado Figura 10-29 Ejemplo: agujeros en círculo N10 G0 G90 X0 Z10 SPOS=0 ; Ir a la posición de partida N15 SETMS(2) ; El cabezal maestro es ahora el cabezal de fresado N20 TRANSMIT ; Activación de la función TRANSMIT N25 G17 G90 X-20 Y-10 N30 F30 S500 M3...
-
Página 374: Ciclos De Torneado
Ciclos 10.5 Ciclos de torneado 10.5 Ciclos de torneado 10.5.1 Requisitos Los ciclos de torneado forman parte del fichero de configuración setup_T.cnf que se carga a la memoria del usuario del control. Condiciones de llamada y retorno Las funciones G efectivas antes de la llamada del ciclo se conservan aún después del ciclo. Definición de los planos El plano de mecanizado se ha de definir antes de llamar a un ciclo. -
Página 375: Vigilancia Del Contorno Respecto Al Ángulo De Despulla De La Herramienta
Ciclos 10.5 Ciclos de torneado Vigilancia del contorno respecto al ángulo de despulla de la herramienta Determinados ciclos de torneado, en los cuales se generan movimientos de desplazamiento con destalonados, vigilan el ángulo de despulla de la herramienta activa por si puede lesionar el contorno. -
Página 376: Entallado - Cycle93
Ciclos 10.5 Ciclos de torneado 10.5.2 Entallado – CYCLE93 Programación CYCLE93(SPD, SPL, WIDG, DIAG, STA1, ANG1, ANG2, RCO1, RCO2, RCI1, RCI2, FAL1, FAL2, IDEP, DTB, VARI, VRT) Parámetros Tabla 10- 13 Parámetro CYCLE93 Parámetro Tipo de datos Significado REAL Punto inicial en el eje de refrentado REAL Punto inicial en el eje de cilindrado WIDG... - Página 377 Ciclos 10.5 Ciclos de torneado Ejecución El posicionamiento en profundidad (hacia la base de la ranura) y en anchura (de entalla a entalla) se calcula a nivel interno del ciclo y se distribuye uniformemente con el mayor valor posible. Al entallar en superficies oblicuas, se pasa de una entalla a la siguiente por el trayecto más corto, es decir, paralelamente al cono en el que se mecaniza ésta.
- Página 378 Ciclos 10.5 Ciclos de torneado 2. Paso La entalla se mecaniza perpendicularmente al sentido de penetración, en uno o varios cortes. Cada corte se reparte a su vez de acuerdo con la profundidad. A partir del segundo corte a lo largo de la anchura de la entalla se retrocede en cada caso 1 mm antes de la retirada.
-
Página 379: Explicación De Los Parámetros: Spd Y Spl (Posición Inicial)
Ciclos 10.5 Ciclos de torneado 4. Paso Desbaste de las creces de acabado paralelamente al contorno, desde el borde hasta el centro de la entalla. El ciclo selecciona y cancela automáticamente la corrección del radio de la herramienta. Figura 10-36 4. Paso Explicación de los parámetros: SPD y SPL (posición inicial) Con estas coordenadas se define el punto inicial de una entalla a partir del cual se calcula en el ciclo la forma de esta. - Página 380 Ciclos 10.5 Ciclos de torneado WIDG y DIAG (anchura y profundidad del entallado) Con los parámetros de anchura (WIDG) y profundidad de la entalla (DIAG) se determina la forma de esta. El ciclo parte en sus cálculos siempre del punto programado en SPD y SPL. Si la entalla es más ancha que la herramienta activa, la anchura se mecaniza en varios pasos.
- Página 381 Ciclos 10.5 Ciclos de torneado En función de las decenas del parámetro VARI se especifica cómo hay que considerar los chaflanes programados. ● Con VARI<10 (decenas=0) chaflanes con CHF=... ● Con VARI>10 chaflanes con programación CHR (CHF/CHR, ver apartado "Vista general de las instrucciones") FAL1 y FAL2 (creces de acabado) Para la base de la ranura y los flancos se pueden programar creces de acabado separadas.
- Página 382 Ciclos 10.5 Ciclos de torneado Con la cifra de las decenas del parámetro VARI se especifica cómo hay que considerar los chaflanes. VARI 1...8: los chaflanes se calculan como CHF VARI 11...18: los chaflanes se calculan como CHR Figura 10-40 Clases de mecanizado Si el parámetro tiene un valor distinto, el ciclo se cancela con la alarma 61002 "Definición errónea de la clase de mecanizado".
-
Página 383: Ejemplo De Programación: Ranurado
Ciclos 10.5 Ciclos de torneado Al mismo tiempo, este trayecto de retirada actúa en la rotura de viruta después de cada penetración en la entalla. Nota Antes de la llamada del ciclo de entallado, se ha de haber activado una herramienta de dos filos. -
Página 384: Garganta (Forma E Y F Según Din) - Cycle94
Ciclos 10.5 Ciclos de torneado 10.5.3 Garganta (forma E y F según DIN) - CYCLE94 Programación CYCLE94(SPD, SPL, FORM, VARI) Parámetros Tabla 10- 14 Parámetros CYCLE94 Parámetro Tipo de datos Significado REAL Punto inicial en el eje de refrentado (se introduce sin signo) REAL Punto inicial de la corrección en el eje de cilindrado (se introduce sin signo) - Página 385 Ciclos 10.5 Ciclos de torneado Ejecución Posición alcanzada antes del inicio del ciclo: La posición de partida es una cualquiera desde la cual se pueda pasar sin colisiones al punto de garganta. El ciclo genera la sucesión de movimientos siguiente: ●...
- Página 386 Ciclos 10.5 Ciclos de torneado FORM (definición) La forma E y la forma F están especificadas en DIN509 y se definen mediante este parámetro. Si el parámetro tiene un valor distinto de E o F, el ciclo se interrumpe y genera la alarma 61609 "Forma mal definida".
- Página 387 Ciclos 10.5 Ciclos de torneado VARI=0 VARI=1...4: definición de la posición de la garganta Figura 10-46 Posición de la garganta VARI=1...4 Con VARI<>0 se aplica lo siguiente: ● No se comprueba la posición efectiva del filo de la herramienta; es decir, que se pueden utilizar todas las posiciones de filo si resulta tecnológicamente conveniente.
-
Página 388: Ejemplo De Programación: Garganta Forma E
Ciclos 10.5 Ciclos de torneado Ejemplo de programación: Garganta Forma E Este programa permite mecanizar una garganta con forma E. Figura 10-47 Ejemplo de programación: garganta Forma E N10 T1 D1 S300 M3 G95 F0.3 ; Determinación de valores tecnológicos N20 G0 G90 Z100 X50 ;... -
Página 389: Desbaste Con Destalonado - Cycle95
Ciclos 10.5 Ciclos de torneado 10.5.4 Desbaste con destalonado – CYCLE95 Programación CYCLE95(NPP, MID, FALZ, FALX, FAL, FF1, FF2, FF3, VARI, DT, DAM, VRT) Parámetros Tabla 10- 15 Parámetro CYCLE95 Parámetro Tipo de datos Significado STRING Nombre del subprograma del contorno REAL Profundidad de penetración (se introduce sin signo) FALZ... - Página 390 Ciclos 10.5 Ciclos de torneado El acabado se realiza en la misma dirección que el desbaste. El ciclo selecciona y cancela automáticamente la corrección del radio de la herramienta. Figura 10-48 Ciclo de desbaste CYCLE95 Ejecución Posición alcanzada antes del inicio del ciclo: La posición inicial es una cualquiera desde la cual se pueda llegar sin colisiones al punto inicial del contorno.
- Página 391 Ciclos 10.5 Ciclos de torneado ● Esta sucesión se repite hasta que se ha alcanzado la profundidad total de la sección de mecanizado. ● En el desbaste sin elementos de destalonado, la retirada al punto de partida del ciclo se efectúa por ejes.
-
Página 392: Explicación De Los Parámetros: Npp (Nombre)
Ciclos 10.5 Ciclos de torneado Acabado: ● El desplazamiento a la posición inicial del ciclo se realiza por ejes con G0. ● El desplazamiento a la posición inicial del contorno se realiza simultáneamente en ambos ejes con G0. ● Acabado a lo largo del contorno, con G1/G2/G3 y FF3. ●... - Página 393 Ciclos 10.5 Ciclos de torneado Figura 10-51 Parámetro Ejemplos: NPP=CONTORNO_1 ; El contorno de desbaste es el programa completo contorno_1 NPP=INICIO:FINAL ; El contorno de desbaste queda definido como parte de la secuencia con lábel INICIO hasta la secuencia con lábel FINAL en el programa a llamar.
- Página 394 Ciclos 10.5 Ciclos de torneado Ejemplo de cálculo de las profundidades de penetración actuales: La sección de mecanizado 1 tiene una penetración total de 39 mm. Con una penetración máx. de 5 mm son necesarios por tanto, 8 cortes de desbaste. Estos se efectúan con penetraciones parciales de 4,875 mm.
- Página 395 Ciclos 10.5 Ciclos de torneado FF1, FF2 y FF3 (avance) Para los diferentes pasos de mecanizado pueden definirse distintos avances, como se representa en la figura NO TAG. Figura 10-52 Parámetro de avance VARI (clase de mecanizado) Tabla 10- 16 Clase de mecanizado Valor Cilindrado/refre Exterior/interior...
- Página 396 Ciclos 10.5 Ciclos de torneado Mecanizado exterior significa que se penetra en el sentido del eje de valores negativos. En el mecanizado interior, la penetración se efectúa en el sentido del eje de valores positivos. Para el parámetro VARI se efectúa una prueba de plausibilidad. Si, a la llamada del ciclo, su valor no se sitúa en el rango de 1 ...
-
Página 397: Definición De Contornos
Ciclos 10.5 Ciclos de torneado DT y DAM (tiempo de espera y trayecto máx.) Con ayuda de los dos parámetros se consigue interrumpir los diversos cortes de desbaste después de trayectos determinados, con el fin de romper la viruta. Estos parámetros son de importancia solamente en el desbaste. -
Página 398: Dirección Del Contorno
Ciclos 10.5 Ciclos de torneado Como geometría del contorno se admite solamente la programación de rectas y círculos, con G0, G1, G2 y G3. Se pueden programar además las instrucciones para redondeos y chaflanes. Si se programan otros comandos de desplazamiento en el contorno, el ciclo se interrumpe con la alarma 10930 "Forma de interpolación no permitida en el contorno de desbaste". -
Página 399: Vigilancia Del Contorno
Ciclos 10.5 Ciclos de torneado Vigilancia del contorno El ciclo contiene una vigilancia del contorno en lo que respecta a los puntos siguientes: ● Ángulo de despulla de la herramienta activa. ● Programación de arcos de círculo con ángulo en el vértice > 180 grados. En el caso de elementos de destalonado se comprueba en el ciclo si es posible el mecanizado con la herramienta activa. -
Página 400: Estrategia De Posicionamiento En El Ciclo
Ciclos 10.5 Ciclos de torneado Figura 10-57 Punto inicial Estrategia de posicionamiento en el ciclo El posicionamiento en el punto inicial determinado por el ciclo se efectúa siempre para el desbaste con los dos ejes simultáneamente y, para el acabado, eje por eje. En el acabado, se desplaza primeramente el eje de penetración. -
Página 401: Ejemplo De Programación 2: Ciclo De Desbaste
Ciclos 10.5 Ciclos de torneado N10 T1 D1 G0 G95 S500 M3 Z125 X81 ; Posición alcanzada antes de la llamada N20 CYCLE95("KONTUR_1", 5, 1.2, 0.6, , 0.2, 0.1, ; Llamada de ciclos 0.2, 9, , , 0.5) N30 G0 G90 X81 ;... -
Página 402: Garganta De Salida De Rosca - Cycle96
Ciclos 10.5 Ciclos de torneado N110 G18 DIAMOF G90 G96 F0.8 N120 S500 M3 N130 T1 D1 N140 G0 X70 N150 Z160 N160 CYCLE95("INICIO:FINAL",2.5,0.8, ; Llamada de ciclos 0.8,0,0.8,0.75,0.6,1, , , ) N170 G0 X70 Z160 N175 M02 INICIO: N180 G1 X10 Z100 F0.6 N190 Z90 N200 Z70 ANG=150 N210 Z50 ANG=135... - Página 403 Ciclos 10.5 Ciclos de torneado Parámetro Tipo de datos Significado FORM CHAR Definición de la forma Valores: A (para forma A), B (para forma B), C (para forma C), D (para forma D) VARI Determinación de la posición de la garganta Valores: 0: De acuerdo con la posición del filo de la herramienta 1...4: Definir posición...
-
Página 404: Explicación De Los Parámetros: Diath (Diámetro Nominal)
Ciclos 10.5 Ciclos de torneado Explicación de los parámetros: DIATH (diámetro nominal) Este ciclo permite mecanizar gargantas de salida para roscas ISO métricas desde M3 hasta M68. Si, de acuerdo con el valor programado para DIATH, resulta un diámetro final < 3 mm, el ciclo se interrumpe con la alarma: 61601 "Diámetro de la pieza acabada demasiado pequeño". - Página 405 Ciclos 10.5 Ciclos de torneado Figura 10-62 FORMA A y B Figura 10-63 FORMA C y D Si el parámetro tiene un valor distinto de A...D, el ciclo se interrumpe y genera la alarma 61609 "Forma mal definida". Internamente se selecciona de manera automática la corrección del radio de la herramienta. El ciclo sólo trabaja con la posición del filo 1...4.
-
Página 406: Ejemplo De Programación: Garganta De Salida De Rosca Forma A
Ciclos 10.5 Ciclos de torneado VARI (posición de garganta) Con el parámetro _VARI, la posición de la garganta se puede determinar directamente o resulta de la posición del filo de la herramienta. Ver _VARI en CYCLE94. El ciclo determina automáticamente el punto inicial, que a su vez es determinado por la posición del filo de la herramienta activa y por el diámetro de la rosca. -
Página 407: Roscado - Cycle97
Ciclos 10.5 Ciclos de torneado 10.5.6 Roscado - CYCLE97 Programación CYCLE97(PIT, MPIT, SPL, FPL, DM1, DM2, APP, ROP, TDEP, FAL, IANG, NSP, NRC, NID, VARI, NUMT, VRT) Parámetros Tabla 10- 18 Parámetro CYCLE97 Parámetro Tipo de datos Significado REAL Paso de rosca indicado en forma de valor numérico (se introduce sin signo) MPIT REAL... - Página 408 Ciclos 10.5 Ciclos de torneado La penetración de la herramienta se efectúa automáticamente; se puede elegir entre las variantes de penetración constante por pasada o de sección constante de viruta. Un roscado a derechas o izquierdas queda determinado por el sentido de giro del cabezal, el cual se debe programar previamente a la llamada de ciclo.
-
Página 409: Relaciones Entre Spl, Fpl, App Y Rop (Punto Inicial, Punto Final, Trayecto De Entrada Y Trayecto De Salida)
Ciclos 10.5 Ciclos de torneado Explicación de los parámetros Figura 10-66 Parámetro CYCLE97 PIT y MPIT (valor y tamaño de rosca) El paso de rosca es un valor paralelo al eje y se especifica sin signo. Para mecanizar roscas métricas cilíndricas también se puede especificar el paso de rosca mediante el parámetro MPIT como tamaño de rosca (M3 a M60). - Página 410 Ciclos 10.5 Ciclos de torneado El ciclo calcula por sí mismo las diversas profundidades de entrada actuales en dependencia del parámetro VARI. En la descomposición de la profundidad de rosca a mecanizar en entradas parciales con sección constante de viruta, la presión de corte es la misma en todas las pasadas de desbaste.
- Página 411 Ciclos 10.5 Ciclos de torneado NSP (decalaje del punto inicial) y NUMT (número) En este parámetro se puede programar el valor del ángulo que determina el punto de corte del primer filete en la periferia de la pieza. Se trata de un decalaje del punto inicial. El parámetro puede tomar valores entre 0 y +359.9999 grados.
- Página 412 Ciclos 10.5 Ciclos de torneado VARI (clase de mecanizado) Con el parámetro VARI se fija si se ha de mecanizar exterior o interiormente y se determina la tecnología que se empleará en lo que respecta a la penetración de la herramienta al desbastar.
-
Página 413: Diferenciación Entre Rosca Longitudinal Y Transversal
Ciclos 10.5 Ciclos de torneado Diferenciación entre rosca longitudinal y transversal El propio ciclo decide si se ha de mecanizar una rosca longitudinal o transversal. Esto depende del ángulo del cono en el que se tallan roscas. Si el ángulo del cono es ≤ 45 grados, se mecaniza la rosca del eje longitudinal;... -
Página 414: Concatenación De Roscas - Cycle98
Ciclos 10.5 Ciclos de torneado N10 G0 G90 Z100 X60 ; Selección de la posición de partida N20 G95 D1 T1 S1000 M4 ; Determinación de valores tecnológicos N30 CYCLE97( , 42, 0, -35, 42, 42, 10, 3, 1.23, ; Llamada de ciclos 0, 30, 0, 5, 2, 3, 1) N40 G90 G0 X100 Z100 ;... - Página 415 Ciclos 10.5 Ciclos de torneado Parámetro Tipo de Significado datos REAL Paso de rosca 3 en forma de valor numérico (se introduce sin signo) VARI Determinación de la clase de mecanizado de la rosca Rango de valores: 1 ... 4 NUMT Número de filetes de rosca (se introduce sin signo) REAL...
-
Página 416: Interrelación Entre App Y Rop (Trayecto De Entrada, Trayecto De Salida)
Ciclos 10.5 Ciclos de torneado ● De acuerdo con el número de cortes en vacío, se repite dicho corte. ● Para cada filete de rosca se repite toda la sucesión de movimientos. Explicación de los parámetros Figura 10-73 Parámetro CYCLE98 PO1 y DM1 (posición inicial y diámetro) Con estos parámetros se determina la posición inicial original para la serie de roscas. -
Página 417: Interrelación Entre Tdep, Fal, Nrc Y Nid (Profundidad De Roscado, Creces De Acabado, Número De Cortes De Desbaste Y Cortes En Vacío)
Ciclos 10.5 Ciclos de torneado Interrelación entre TDEP, FAL, NRC y NID (profundidad de roscado, creces de acabado, número de cortes de desbaste y cortes en vacío) Las creces de acabado programadas se sustraen de la profundidad de rosca prescrita, TDEP, y el resto que queda se descompone en pasadas de desbaste. - Página 418 Ciclos 10.5 Ciclos de torneado NSP (decalaje del punto inicial) En este parámetro se puede programar el valor del ángulo que determina el punto de corte del primer filete en la periferia de la pieza. Se trata de un decalaje del punto inicial. El parámetro puede tomar valores entre 0.0001 y +359.9999 grados.
- Página 419 Ciclos 10.5 Ciclos de torneado NUMT (número de filetes de rosca) Con el parámetro NUMT se fija el número de filetes en roscas de varios filetes. Para una rosca sencilla el parámetro se ha de ajustar en cero o puede suprimirse por completo en la lista de parámetros.
-
Página 420: Ejemplo De Programación: Cadena De Roscas
Ciclos 10.5 Ciclos de torneado Ejemplo de programación: Cadena de roscas Este programa permite mecanizar una cadena de roscas comenzando con una rosca cilíndrica. Las penetraciones parciales se efectúan perpendicularmente a la rosca; no están programados las creces de acabado ni el decalaje del punto inicial. Se efectúan 5 cortes de desbaste y un corte en vacío. -
Página 421: Avisos De Error Y Tratamiento De Errores
Ciclos 10.6 Avisos de error y tratamiento de errores 10.6 Avisos de error y tratamiento de errores 10.6.1 Indicaciones generales Si en los ciclos se detectan estados erróneos, se genera una alarma y se interrumpe la ejecución del ciclo. Los ciclos emiten, además, avisos en la línea de avisos del control. Estos avisos no interrumpen el mecanizado. - Página 422 Ciclos 10.6 Avisos de error y tratamiento de errores En la tabla siguiente figuran los errores que se producen en los ciclos, el lugar en que se originan así como las notas referentes a la eliminación de los mismos. Nº de Texto de alarma Fuente Aclaración, ayuda...
-
Página 423: Avisos En Los Ciclos
Ciclos 10.6 Avisos de error y tratamiento de errores Nº de Texto de alarma Fuente Aclaración, ayuda alarma 61608 "Posición del filo CYCLE94 Se debe programar una posición del filo 1...4 que programada CYCLE96 se adapte a la forma de la garganta. incorrectamente"... - Página 424 Ciclos 10.6 Avisos de error y tratamiento de errores Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 425: Funcionamiento En Red
Funcionamiento en red Introducción El control SINUMERIK 802D sl se comunica con el PG/PC mediante una interfaz RS232 o de red. Requisitos En el PC debe estar instalada la herramienta RCS802. Nota La herramienta RCS802 forma parte de la Toolbox de SINUMERIK 802D sl y se suministra en un CD. -
Página 426: Interfaces Y Funciones De La Herramienta Rcs802
Funcionamiento en red 11.1 Interfaces y funciones de la herramienta RCS802 11.1 Interfaces y funciones de la herramienta RCS802 Con la herramienta RCS802 (Remote Control System) dispone para su PC de una herramienta que le facilitará el trabajo diario con SINUMERIK 802D sl. Puede establecer la conexión entre el control y la herramienta RCS802 en el PC a través de las siguientes interfaces: Interfaces... -
Página 427: Trabajo Con Una Conexión De Red
Funcionamiento en red 11.2 Trabajo con una conexión de red 11.2 Trabajo con una conexión de red En el estado de entrega, el acceso remoto (acceso al control desde un PC o una red) al control está bloqueado. Después de iniciar la sesión de un usuario local, la herramienta RCS dispone de las siguientes funciones en el PC: ●... -
Página 428: Administración De Usuarios
Funcionamiento en red 11.3 Administración de usuarios 11.3 Administración de usuarios Para la conexión a Ethernet un usuario debe iniciar primeramente una sesión en el control. Accione en el campo de manejo <SYSTEM> > "Service Visualiz." > "Service control". A través del pulsador de menú "Service red" > "Autorización" se accede a la máscara de entrada para las cuentas de usuario. -
Página 429: Inicio De Sesión Del Usuario - Rcs Log In
Funcionamiento en red 11.4 Inicio de sesión del usuario - RCS log in 11.4 Inicio de sesión del usuario - RCS log in Para las conexiones a Ethernet debe iniciar primeramente una sesión en el control como usuario. Accione el pulsador de menú <In sesión RCS> en el campo de manejo <SYSTEM>. Aparece la máscara de entrada para el inicio de sesión del usuario. -
Página 430: Ajuste De Conexiones En La Herramienta Rcs802
Funcionamiento en red 11.5 Ajuste de conexiones en la herramienta RCS802 11.5 Ajuste de conexiones en la herramienta RCS802 Herramienta RCS802 Figura 11-3 Ventana de explorador de la herramienta RCS802 Después de iniciar la herramienta RCS802 se encuentra en el modo OFFLINE. En este modo solamente podrá... -
Página 431: Establecimiento De La Conexión Rs232 Con El Control
Funcionamiento en red 11.6 Establecimiento de la conexión RS232 con el control 11.6 Establecimiento de la conexión RS232 con el control Se encuentra en el campo de manejo <SISTEMA>. Accione el pulsador de menú "PLC". Figura 11-5 Configuración de la comunicación RS232 En el diálogo "Conexión STEP 7", ajuste los parámetros para la comunicación. -
Página 432: Establecimiento De La Conexión Ethernet Peer-To-Peer Con El Control
Funcionamiento en red 11.7 Establecimiento de la conexión Ethernet Peer-to-Peer con el control En este estado no se pueden realizar modificaciones en los ajustes. El rótulo del pulsador de menú cambia a "Desactiv. conexión". En la parte inferior derecha de la pantalla se indica con el icono que está activa la conexión con el PC a través de la interfaz RS232. - Página 433 Funcionamiento en red 11.7 Establecimiento de la conexión Ethernet Peer-to-Peer con el control Accione el pulsador de menú "Peer-to-Peer". Figura 11-9 "Peer-to-Peer" En el HMI aparece el siguiente aviso: "Conexión configurada" ● Dirección IP: 169.254.11.22 ● Máscara de subred: 255.255.0.0 Nota La dirección IP y la máscara de subred mostradas son valores fijos.
-
Página 434: Establecimiento De La Conexión De Red Ethernet Con El Control (Solo Sinumerik 802D Sl Pro)
Funcionamiento en red 11.8 Establecimiento de la conexión de red Ethernet con el control (solo SINUMERIK 802D sl pro) 11.8 Establecimiento de la conexión de red Ethernet con el control (solo SINUMERIK 802D sl pro) Requisito El control está conectado a través de la interfaz X5 con el PC o la red local. Introducir parámetros de red Pase al campo de manejo <SISTEMA>. -
Página 435: Desbloquear Puertos De Comunicación
Funcionamiento en red 11.8 Establecimiento de la conexión de red Ethernet con el control (solo SINUMERIK 802D sl pro) Tabla 11- 3 Configuración de red necesaria Parámetros Explicación DHCP Protocolo DHCP: En la red se necesita un servidor DHCP que asigne las direcciones IP de forma dinámica. -
Página 436: Otras Funciones De Red
Funcionamiento en red 11.9 Otras funciones de red Consulte también Administración de usuarios (Página 428) Conectar y separar unidades de red (Página 437) Establecimiento de la conexión Ethernet Peer-to-Peer con el control (Página 432) 11.9 Otras funciones de red 11.9.1 Desbloqueo de directorios Con esta función se definen los derechos de acceso al sistema de ficheros del control para los usuarios remotos. -
Página 437: Conectar Y Separar Unidades De Red
Funcionamiento en red 11.9 Otras funciones de red ● A través del pulsador de menú "Añadir" se accede a lista de usuarios. Seleccione el usuario. La función "Add" permite introducir datos en el campo Se habilita para. ● Defina los derechos del usuario (Autorizaciones). –... -
Página 438: Conectar Unidad De Red
Funcionamiento en red 11.9 Otras funciones de red Conectar unidad de red La función "Conectar" asigna una unidad local del control a una unidad de red. Nota En un PC o un control se ha habilitado un directorio para una conexión de unidad de red para un usuario determinado. -
Página 439: Separar Unidad De Red
Funcionamiento en red 11.9 Otras funciones de red Separar unidad de red El pulsador de menú "<<Volver" permite anular con la función "Desconect" una conexión de red existente. 1. Coloque el cursor encima de la unidad correspondiente. 2. Accione el pulsador de menú "Desconect". La unidad de red seleccionada se desconecta del control. - Página 440 Funcionamiento en red 11.9 Otras funciones de red Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 441: Salvaguarda De Datos
Salvaguarda de datos 12.1 Transmisión de datos a través de la interfaz RS232 Funcionalidad A través de la interfaz RS232 del control se pueden emitir datos (p. ej.: programas de piezas) a un equipo de almacenamiento de datos externo o leerlos desde allí. La interfaz RS232 y su equipo de almacenamiento de datos tienen que estar adaptados el uno al otro. -
Página 442: Otros Pulsadores De Menú
Salvaguarda de datos 12.1 Transmisión de datos a través de la interfaz RS232 Otros pulsadores de menú Cargar ficheros a través de la interfaz RS232 En este nivel se encuentra la siguiente función: Protocolo de transmisión: se enumeran todos los ficheros transmitidos con información de estado. ●... -
Página 443: Crear Y Emitir O Leer Archivo De Puesta En Marcha
Salvaguarda de datos 12.2 Crear y emitir o leer archivo de puesta en marcha 12.2 Crear y emitir o leer archivo de puesta en marcha Bibliografía SINUMERIK 802D sl Instrucciones de servicio Torneado, fresado, rectificado, punzonado; Salvaguarda de datos y puesta en marcha en serie Operaciones Accione el pulsador de menú... - Página 444 Salvaguarda de datos 12.2 Crear y emitir o leer archivo de puesta en marcha Figura 12-3 Composición del archivo de puesta en marcha Con la tecla <SELECT> puede seleccionar o deseleccionar individualmente los ficheros en el archivo de puesta en marcha. Escritura del archivo de puesta en marcha en la tarjeta CompactFlash del cliente/unidad Flash USB Requisito: La tarjeta CompactFlash/unidad Flash USB está...
- Página 445 Salvaguarda de datos 12.2 Crear y emitir o leer archivo de puesta en marcha Figura 12-4 Insertar ficheros Lectura del archivo de puesta en marcha de la tarjeta CompactFlash del cliente/unidad Flash USB Para leer un archivo de puesta en marcha se tienen que ejecutar las siguientes operaciones de manejo: 1.
-
Página 446: Leer Y Emitir Proyectos Plc
Salvaguarda de datos 12.3 Leer y emitir proyectos PLC 12.3 Leer y emitir proyectos PLC Al leer un proyecto, éste se transmite al sistema de ficheros del PLC y se activa a continuación. Para terminar la activación se efectúa un arranque en caliente del control. Lectura de un proyecto de la tarjeta CompactFlash/unidad Flash USB Para leer un proyecto PLC se tienen que ejecutar las siguientes operaciones de manejo: 1. -
Página 447: Diagnóstico Del Plc
Diagnóstico del PLC Funcionalidad Un programa de usuario del PLC se compone en gran parte de combinaciones lógicas para la realización de funciones de seguridad y el soporte de procesos. Se enlaza un gran número de los contactos y relés más diversos. El fallo de un contacto o relé individual produce generalmente un fallo en la instalación. -
Página 448: Distribución De La Pantalla
Diagnóstico del PLC 13.1 Distribución de la pantalla 13.1 Distribución de la pantalla La división de la pantalla en las áreas principales corresponde a la ya descrita en el apartado "Interfaz de software", "Distribución de la pantalla". Las desviaciones y los complementos para el diagnóstico del PLC se describirán en la siguiente figura. -
Página 449: Posibilidades De Manejo
Diagnóstico del PLC 13.2 Posibilidades de manejo 13.2 Posibilidades de manejo Además de los pulsadores de menú y las teclas de navegación se dispone en este campo de otras combinaciones de teclas. Combinaciones de teclas Las teclas del cursor desplazan el foco por el programa de usuario del PLC. Al alcanzar los límites de la ventana se efectúa automáticamente un scrolling. - Página 450 Diagnóstico del PLC 13.2 Posibilidades de manejo Combinación de teclas Acción Un campo hacia arriba Un campo hacia abajo Al primer campo de la primera red o bien desplazarse al último campo de la primera red o bien Abrir el siguiente bloque de programa en la misma ventana Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 451: Estado Operativo
Diagnóstico del PLC 13.2 Posibilidades de manejo Combinación de teclas Acción Abrir el bloque de programa anterior en la misma ventana La función de la tecla Select depende de la posición del foco de entrada. Fila de tabla: visualización de la línea de texto completa •... - Página 452 Diagnóstico del PLC 13.2 Posibilidades de manejo En la ventana "Visualización estado PLC" se pueden observar y modificar los valores de los operandos durante la ejecución del programa. Figura 13-3 Visualización del estado PLC Con el pulsador de menú "Lista de estado" se visualizan y se pueden modificar señales de PLC.
- Página 453 Diagnóstico del PLC 13.2 Posibilidades de manejo ● Redes con secciones de programa y rutas de corriente ● Flujo de corriente eléctrica a través de una serie de enlaces lógicos Figura 13-5 Ventana 1, OB1 Con este pulsador de menú se puede seleccionar la lista de los módulos de programa PLC. Figura 13-6 Selección del módulo de programa PLC Torneado...
- Página 454 Diagnóstico del PLC 13.2 Posibilidades de manejo Con este pulsador de menú se muestran las siguientes propiedades del módulo de programa seleccionado: ● Nombre simbólico ● Autor ● Comentarios Figura 13-7 Características del módulo de programa PLC seleccionado Con este pulsador de menú se muestra la tabla de variables local del módulo de programa seleccionado.
- Página 455 Diagnóstico del PLC 13.2 Posibilidades de manejo En caso de textos más largos, se puede visualizar el texto completo en este cuadro con la tecla SELECT. Si un módulo de programa está protegido por contraseña, este pulsador de menú permite habilitar la visualización en la representación de esquema de contactos.
- Página 456 Diagnóstico del PLC 13.2 Posibilidades de manejo Figura 13-10 Estado del programa ON – representación absoluta Con este pulsador de menú se realiza la conmutación entre la representación absoluta o simbólica de los operandos. El rótulo de pulsador de menú cambia correspondientemente. En función del modo de representación seleccionado, los operandos se muestran con descriptores absolutos o simbólicos.
- Página 457 Diagnóstico del PLC 13.2 Posibilidades de manejo Los operandos y las constantes se pueden buscar como palabra entera (descriptor). Según el ajuste de la visualización, se pueden buscar operandos simbólicos o absolutos. "OK" inicia la búsqueda. El elemento de búsqueda localizado se marca con el foco. Si la búsqueda no tiene éxito, se emite un correspondiente mensaje de error en la línea de avisos.
- Página 458 Diagnóstico del PLC 13.2 Posibilidades de manejo Con este pulsador de menú se muestran todos los descriptores simbólicos utilizados en la red marcada. Figura 13-13 Tabla información símbolo red Con este pulsador de menú se selecciona la lista de referencias cruzadas. Se muestran todos los operandos utilizados en el proyecto de PLC.
- Página 459 Diagnóstico del PLC 13.2 Posibilidades de manejo Figura 13-15 Menú principal Referencia cruzada (simbólico) El correspondiente punto del programa se puede abrir directamente con la función "Abrir en ventana 1" o "Abrir en ventana 2" en la ventana 1/2. Con este pulsador de menú se realiza la conmutación entre la representación absoluta o simbólica de los elementos.
- Página 460 Diagnóstico del PLC 13.2 Posibilidades de manejo Figura 13-17 M251.0 en OB1 red 2 en la ventana 1 Búsqueda de operandos en la lista de referencias cruzadas (ver la siguiente figura). Los operandos se pueden buscar como palabra entera (descriptor). En la búsqueda se ignoran mayúsculas y minúsculas.
-
Página 461: Anexo
Anexo Varios A.1.1 Calculadora La función de calculadora se puede activar desde cualquier campo de manejo mediante las teclas <SHIFT> y <=> o bien <CTRL> y <A>. Para el cálculo se pueden utilizar las cuatro operaciones básicas, así como las funciones de seno, coseno, potencia al cuadrado y raíz cuadrada. -
Página 462: Edición De Caracteres Asiáticos
Anexo A.1 Varios Caracteres admisibles en la entrada +, -, *, / Operaciones básicas Función Seno El valor (en grados) X delante del cursor de entrada se sustituye por el valor sen(X). Función Coseno El valor (en grados) X delante del cursor de entrada se sustituye por el valor cos(X). -
Página 463: Chino Simplificado
Anexo A.1 Varios A.1.2.1 Chino simplificado Chino simplificado Con <Alt+S> ha elegido el editor para la introducción de caracteres asiáticos. Figura A-2 "Método de entrada Pinyin" para chino simplificado La tecla <Select> permite elegir las siguientes funciones: ● Método de entrada Pinyin ●... -
Página 464: Función De Aprendizaje
Anexo A.1 Varios Función de aprendizaje Si se introduce una transcripción fonética para la que no hay correspondencia almacenada en el control, el editor abre una función de aprendizaje. Esta función permite componer sílabas y palabras que estarán siempre disponibles una vez almacenadas. - Página 465 Anexo A.1 Varios Figura A-6 "Función de aprendizaje" para chino simplificado, 4 Nota La función de aprendizaje se puede abrir y cerrar con la tecla más/menos. Consulte también Importación de diccionario (Página 469) Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0...
-
Página 466: Taiwanés (Chino Tradicional)
Anexo A.1 Varios A.1.2.2 Taiwanés (chino tradicional) Taiwanés (chino tradicional) Con <Alt+S> ha elegido el editor para la introducción de caracteres asiáticos. Figura A-7 Introducción al editor de chino tradicional En el editor se pueden elegir las siguientes funciones: ● Método de entrada Zhuyin ●... - Página 467 Anexo A.1 Varios La elección realizada se muestra en el campo de entrada de Zhuyin y debe confirmarse con la tecla <Input>, o bien se introduce otro número. Figura A-8 Método de entrada Zhuyin Si el campo para el sonido está en "verde" y a su izquierda aparecen "triángulos negros", es posible seguir seleccionando otras sílabas con las teclas del cursor <abajo>...
- Página 468 Anexo A.1 Varios La elección del carácter deseado se efectúa con las siguientes teclas: ● Teclas numéricas <0> a <9> ● Teclas de cursor <izquierda> y <derecha> ● Si se utilizan las teclas de cursor, la elección debe concluir pulsando la tecla <Input>. Entrada de caracteres latinos Al cambiar a la entrada de caracteres latinos, los caracteres introducidos se pasan directamente al campo de entrada del editor de programas en el que se estaba...
-
Página 469: Importación De Diccionario
Anexo A.1 Varios A.1.2.3 Importación de diccionario Importación de diccionario Nota Para los siguientes idiomas se puede importar un diccionario para el editor de texto asiático: • Chino simplificado • Chino tradicional El sistema ofrece la posibilidad de importar diccionarios propios en el control. Estos se pueden crear con cualquier editor UNI-Code, añadiendo a una transcripción fonética de Pinyin el correspondiente carácter chino. -
Página 470: Coreano
Anexo A.1 Varios A.1.2.4 Coreano Coreano Para la entrada de caracteres coreanos, el operador necesita un teclado con la asignación de teclas representada más abajo. Por lo que respecta a la asignación de teclas, este teclado se corresponde con el teclado QWERTY inglés, con lo que los eventos recibidos deben agruparse en sílabas. - Página 471 Anexo A.1 Varios ● Entrada mediante matriz Si solo está disponible un teclado de control, se puede utilizar, además de la asignación de teclas de más arriba, un procedimiento con matrices que solamente necesita el teclado numérico. Figura A-16 Editor coreano con matriz de selección Los caracteres se seleccionan de la siguiente manera: ●...
-
Página 472: Vista General De La Documentación
Anexo A.2 Vista general de la documentación Vista general de la documentación Torneado Manual de programación y manejo, 11/2012, 6FC5398-1CP10-7EA0... -
Página 473: Índice
Índice Ciclo de desbaste - CYCLE95, Ciclo de entallado - CYCLE93, absoluto/incremental, 127 Ciclo de garganta - CYCLE94, Administración de usuarios, 428 Ciclos de taladrado, 327 Palabras clave, 428 Ciclos de torneado, 328 Agujeros en círculo, Concatenación de roscas - CYCLE98, Alarmas de ciclo, 421 Condiciones de llamada, 328 Ángulo de despulla, 375... - Página 474 Índice alfabético datos máquina accionamiento, 144 red Ethernet, 426 visualización de datos máquina, 146 RS232, 426 Datos de máquina específicos de eje, 143 Datos de máquina específicos del canal, 144 Datos de máquina generales, 142 Datos del operador, G507 hasta G554, 212 Datos máquina accionamiento, 144 G62, 246 Decalaje de origen, 49...
- Página 475 Índice alfabético Procesador geométrico, 108 Profundidad de taladrado absoluta, Llamada, 332 Profundidad de taladrado relativa, Llamada del ciclo, 329 Programa de pieza, 110 detener, 84 seleccionar, Programación libre de contornos, 108 M19, 256 Protocolo de transmisión, 442 M70, 256 Puntear, Mandrinado, 331 Punto inicial, Mandrinado 1,...
- Página 476 Índice alfabético Taladrado profundo, Taladrado profundo con evacuación de viruta, Taladrado profundo con rotura de viruta, Taladrado, avellanado, Taladrar, 335 Tangente a anterior, 122 TRAILOF, 246 TRAILON, 246 Transferencia de datos, 441 Transición del contorno, 116 Usuario, 428 Vida útil, 310 Vigilancia de herramienta, 309 Vigilancia del contorno, Vista general de alarmas de ciclo, 421...