Publicidad
Idiomas disponibles
Idiomas disponibles
Enlaces rápidos
Operating
instructions
Robacta Drive CMT W
Robacta Drive CMT W Pro
Robacta Drive CMT PAP W
Robacta Drive CMT PAP W Pro
RA Drive CMT PAP W FL
DE
Bedienungsanleitung
EN
Operating instructions
FR
Instructions de service
IT
Istruzioni per l'uso
ES
Manual de instrucciones
PT
Manual de instruções
42,0410,1206
016-30052022
Publicidad

Manuales relacionados para Fronius Robacta Drive CMT W




Resumen de contenidos para Fronius Robacta Drive CMT W
- Página 1 Operating instructions Robacta Drive CMT W Robacta Drive CMT W Pro Robacta Drive CMT PAP W Robacta Drive CMT PAP W Pro RA Drive CMT PAP W FL Bedienungsanleitung Operating instructions Instructions de service Istruzioni per l'uso Manual de instrucciones Manual de instruções...
- Página 3 Inhaltsverzeichnis Sicherheit Sicherheit Installation und Inbetriebnahme Gerätekonzept Erstausrüstung und Werkzeug Grundausstattung Robacta Drive CMT Pro Rohrbogen-Empfehlung Draht-Führungseinsatz montieren Verschleißteile an der Antriebseinheit montieren Schlauchpaket montieren und anschließen PAP Schlauchpaket montieren und anschließen Drahtpuffer anschließen RA Drive CMT-PAP W FL anschließen Schweißbrenner anschließen Externen Draht-Förderschlauch anschließen Richtige Verlegung des Roboter-Schlauchpaketes...
- Página 4 Sicherheit Sicherheit WARNUNG! Gefahr durch Fehlbedienung und fehlerhaft durchgeführte Arbeiten. Schwere Personen- und Sachschäden können die Folge sein. ▶ Alle in diesem Dokument beschriebenen Arbeiten und Funktionen dürfen nur von technisch geschultem Fachpersonal ausgeführt werden. ▶ Dieses Dokument vollständig lesen und verstehen. ▶...
- Página 5 Wassergekühlte Geräte nie ohne Kühlmittel in Betrieb nehmen. ▶ Während des Schweißens sicherstellen, dass ein ordnungsgemäßer Kühlmit- tel-Durchfluss gegeben ist - bei Verwendung von Fronius-Kühlgeräten ist dies der Fall, wenn im Kühlmittel-Behälter des Kühlgerätes ein ordnungs- gemäßer Kühlmittel-Rückfluss ersichtlich ist.
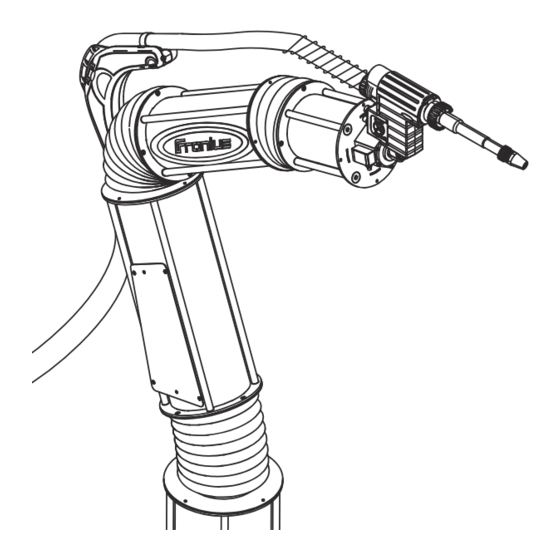
- Página 6 Installation und Inbetriebnahme Gerätekonzept Der CMT Roboter-Schweißbrenner Robacta Drive CMT besteht aus Rohrbogen, Antriebseinheit mit Haltewinkel und Schlauchpaket. In Kombination mit dem Drahtpuffer am Schlauchpaket sorgt der integrierte Draht-Antriebsmotor für eine schnelle, reversierende Bewegung der Drahtelek- trode. Die externe Drahtführung ermöglicht einen raschen Wechsel aller Draht- Förderkomponenten.
- Página 7 CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Werkzeug: Gabelschlüssel SW 10/12 Arretierschlüssel SW 13 Ablängrohr (zum Ablängen des Draht-Führungseinsatzes) Innensechskant-Schlüssel SW 3 * „Schlüssel für Überwurfmutter“ (Option) Grundausstat- * Flachstecker am Gehäuse tung Robacta ** Gasdüsen-Positionsset Drive CMT Pro inkl.
- Página 8 Rohrbogen- Robacta 280 : 22° Empfehlung Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Erforderliche Kontaktrohre: Kontaktrohr M8 CB (mit Zentrierbohrung) Kontaktrohr M10 CB (mit Zentrierbohrung) Nachfolgende Montageschritte sind am Beispiel eines Robacta 300 / 500 erläutert.
- Página 9 Draht-Führungs- WICHTIG! Ausschließlich Kontaktrohre mit Zentrierbohrung verwenden! einsatz montie- * Der Draht-Führungseinsatz 44,0350,1806 kann bei einem Robacta 280 45°- Brennerkörper nur von vorne montiert und demontiert werden. WICHTIG! Beim Ablängen des Draht-Führungseinsatzes darauf achten, dass das Kontaktrohr im Rohrbogen fest montiert ist der Draht-Führungseinsatz satt am Kontaktrohr anliegt Grate auf der Innenseite des Draht-Führungseinsatzes entfernen.
- Página 10 "CB" i n c Verschleißteile WICHTIG! Beim Aufsetzen des Rohrbogens auf die Robacta Drive CMT Kuppel- an der Antriebs- stelle folgendes beachten: der Draht-Führungseinsatz muss knickfrei in das Aus- einheit montie- laufstück an der Robacta Drive CMT Kuppelstelle gleiten. VORSICHT! Gefahr von Kühlmittel-Austritt.
- Página 12 Schlauchpaket WICHTIG! Bei Montage des Schlauchpaketes Anschlusskabel in Ausnehmung montieren und verlegen (Abb.5). Auf richtigen Anschluss der Steckanschlüsse achten. anschließen * Drehmoment: 3,0 Nm ** Drehmoment: 1,5 Nm max.
- Página 13 WICHTIG! Bei Montage des Schlauchpaketes Anschlusskabel in Ausnehmung paket montieren verlegen (Abb.5). Auf richtigen Anschluss der Steckanschlüsse achten. und anschließen * Drehmoment: 3,0 Nm ** Drehmoment: 3,0 Nm WICHTIG! Der Draht-Förderschlauch darf nicht aus dem Schlauchpaket gezo- gen werden. Der Wiedereinbau ist nur durch Fronius möglich.
- Página 14 Drahtpuffer an- WICHTIG! Draht-Förderschlauch zwischen Drahtpuffer und Robacta Drive CMT schließen keiner Zugspannung aussetzen.
- Página 15 RA Drive CMT- * Detaillierte Daten zur Montage an den jeweiligen Robotertypen entnehmen Sie PAP W FL an- dem Beiblatt „Schlauchpaket CMT mit Drahtpuffer am Roboter montieren“ schließen (42,0410,1518).
- Página 17 WICHTIG! Draht-Förderschlauch zwi- schen Drahtpuffer und Robacta Drive CMT-PAP W keiner Zugspannung aus- setzen.
- Página 18 Schweißbrenner WICHTIG! Beim Anschließen des Schweißbrenners kontrollieren ob anschließen sämtliche Anschlüsse fest angeschlossen sind sämtliche Kabel, Leitungen, und Schlauchpakete unbeschädigt und korrekt isoliert sind. * Steuerleitung Drahtpuffer ** Option Brenner ausblasen WICHTIG! Bei Nichtverwendung der Option Brenner ausblasen auf dichten Ver- schluss der Ausblasleitung achten.
- Página 19 "click" Richtige Verle- Um eine optimale Drahtförderung zu erreichen, bei der Verlegung des Schlauch- gung des Robo- paketes folgendes beachten: ter-Schlauchpa- Schlauchpakt nicht knicken ketes Schlauchpaket nicht überstrecken Biegeradien im Schlauchpaket so groß wie möglich halten Drahtpuffer nach Möglichkeit mittels Balancer zentral über dem Roboterarm positionieren...
- Página 20 Um eine optimale Drahtförderung zu erreichen, bei der Verlegung des Schlauch- paketes folgendes beachten: Bei fix montiertem Drahtpuffer den vorderen Teil des Schlauchpaketes mit- tels Balancer aufhängen Schlauchpaket-Halterungen verwenden (z.B.: Schlauchpaket-Halterung Uni- versal) Je nach Platzangebot Knickschutz-Feder verwenden Maximale Achs- rotation PAP...
- Página 21 Bedienelemente WARNUNG! und Funktionen Gefahr durch austretende Drahtelektrode. Schwere Personenschäden können die Folge sein. ▶ Schweißbrenner so halten, dass die Schweißbrenner-Spitze von Gesicht und Körper weg zeigt. WICHTIG! Drahtelektrode vor dem Einfädeln entgraten! Beim Einfädeln von wei- chen Drahtelektroden (AlSi 5, Al, und AlMg) Spannhebel öffnen. * LED leuchtet - grün: Betriebsbereit - rot: keine Steuersignal-Verbindung...
- Página 22 (m/min) (ipm) t (s) Anpressdruck VORSICHT! einstellen Verletzungsgefahr durch rotierende Vorschubrollen. Schwere Personenschäden können die Folge sein. ▶ Nicht in die Vorschubrollen greifen. WICHTIG! Das Justieren der Einstellschraube ist nur bei eingefädelter Draht- elektrode zulässig. Angegebene Werte gelten im geschlossenem Zustand. Al- AlSi 80-120N...
- Página 23 AlMg 100-150N Fe, CrNi, CuSi 150-200N Haltewinkel WICHTIG! Beim Montieren des Haltewinkels Robacta Drive CMT flex (22° / 36°) wechseln darauf achten, dass die Montagemarke der gewünschten Neigung mit der Monta- gemarke an Robacta Drive CMT übereinstimmt (TCP in 6. Roboterachse). * Drehmoment: 2,4 Nm °...
- Página 24 i n c Robacta Drive VORSICHT! CMT Pro Gasdüsen-Posi- Verbrennungsgefahr durch heißen Rohrbogen. tionsset wech- Schwere Personenschäden können die Folge sein. ▶ seln Vor dem Wechseln des Gasdüsen-Positionsset Rohrbogen abkühlen lassen. ▶ Netzschalter an der Stromquelle in Stellung -O- schalten.
- Página 25 WICHTIG! Vor der Montage des Gasdüsen-Positionsset muss die Überwurfmut- ter (*) am Rohrbogen sein. * Überwurfmutter Kabel richtig positionieren: ** Gasdüsen-seitig *** Antriebseinheit-seitig...
- Página 26 Pflege, Wartung und Entsorgung Allgemeines Regelmäßige und vorbeugende Wartung des CMT Roboter-Schweißbrenners sind wesentliche Faktoren für einen störungsfreien Betrieb. Der Schweißbrenner ist hohen Temperaturen und starker Verunreinigung ausgesetzt. Daher benötigt der Schweißbrenner eine häufigere Wartung als andere Komponenten des Schweißsystems. WICHTIG! Vermeiden Sie beim Entfernen von Schweißspritzern Riefen und Krat- zer.
- Página 27 Bei jeder Inbe- Kontaktrohr kontrollieren triebnahme Ausgeschliffenes Kontaktrohr austauschen Gasdüse von Schweißspritzern befreien (z.B. manuell, durch Ausblasen oder automatisiert mit Robacta Reamer oder Robacta TC 1000) Bei nicht entfernbaren Verunreinigungen im Steckbereich Gasdüse austau- schen Wasseranschlüsse auf Dichtheit prüfen Wasserrückfluss-Menge im Kühlmittel-Behälter überwachen, ggf. Kühlgerät entlüften * Spritzerschutz oder Isolationen auf Beschädigung prüfen...
- Página 28 Bei jedem Aus- Draht-Führungsseelen mit reduzierter Druckluft ausblasen tausch der Empfohlen: Draht-Führungsseele austauschen (mind. alle 4 Monate) Draht-Spule Vorschubrollen kontrollieren und gegebenenfalls austauschen Draht-Förderschlauch und Antriebseinheit mit reduzierter Druckluft reinigen Entsorgung Elektro- und Elektronik-Altgeräte müssen gemäß Europäischer Richtlinie und na- tionalem Recht getrennt gesammelt und einer umweltgerechten Wiederverwer-...
- Página 29 Der CMT Roboter-Schweißbrenner Robacta Drive CMT ist ausgelegt für automa- tisierte Anwendungen in Verbindung mit einer Kollisionsbox und üblichen Schweißgeschwindigkeiten. Für andere Anwendungen übernimmt Fronius International GmbH keine Gewähr- leistung. HINWEIS! Das Öffnen versiegelter Schrauben kann zur Beschädigung der Antriebseinheit führen.
- Página 30 Fehlerdiagnose, Fehlerbehebung Fehlerdiagnose, kein Schweißstrom Fehlerbehebung Netzschalter eingeschaltet, Anzeigen an der Stromquelle leuchten, Schutzgas vorhanden Ursache: Masseanschluss falsch Behebung: Masseanschluss und Klemme auf Polarität überprüfen Ursache: Stromkabel im Robacta Drive CMT Schlauchpaket unterbrochen Behebung: Service-Dienst verständigen Ursache: Loser Anschluss des Schlauchpaketes Behebung: Anschluss des Schlauchpaketes auf festen Sitz überprüfen Robacta Drive CMT arbeitet nicht...
- Página 31 schlechte Schweißeigenschaften Ursache: falsche Schweißparameter Behebung: Einstellungen überprüfen Ursache: Masseverbindung schlecht Behebung: guten Kontakt zum Werkstück herstellen Ursache: kein oder zu wenig Schutzgas Behebung: Druckminderer, Gasschlauch, Gas-Magnetventil und Brenner-Gasan- schluss überprüfen. Bei gasgekühlten Schweißbrennern Gasabdich- tung überprüfen, geeignete Draht-Führungsseele verwenden. Ursache: Anschlüsse undicht Behebung:...
- Página 32 schlechte Drahtförderung Ursache: Drahteinlauf passt nicht Behebung: Position der Draht-Einlaufdüse zu den Vorschubrollen überprüfen und korrigieren Ursache: Bremse am CMT-Drahtvorschub zu fest eingestellt Behebung: Bremse am CMT-Drahtvorschub lockerer einstellen Ursache: Bohrung des Kontaktrohres auf Grund von Ablagerungen verkleinert Behebung: Kontaktrohr austauschen Ursache: Draht-Förderseele oder Draht-Führungseinsatz defekt Behebung:...
- Página 33 Kurze Lebensdauer des Kontaktrohres Ursache: Abrieb der Drahtelektrode infolge von zu starkem Anpressdruck an den Vorschubrollen Behebung: Anpressdruck an den Vorschubrollen reduzieren Ursache: Falsche Dimension des Kontaktrohres Behebung: Kontaktrohr korrekt dimensionieren Ursache: Zu lange Einschaltdauer des Schweißbrenners Behebung: Einschaltdauer herabsetzen oder leistungsfähigeren Schweißbrenner verwenden Ursache: Kontaktrohr überhitzt.
- Página 34 Porosität der Schweißnaht Ursache: Verunreinigte Gasdüse, dadurch unzureichender Gasschutz der Schweißnaht Behebung: Schweißspritzer entfernen Ursache: Löcher im Schutzgas-Schlauch oder ungenaue Anbindung des Schutzgas-Schlauches Behebung: Schutzgas-Schlauch austauschen, für exakte Anbindung des Schutz- gas-Schlauches sorgen Ursache: O-Ringe an den Anschlüssen sind defekt Behebung: O-Ringe austauschen Ursache:...
- Página 35 Technische Daten Symbolerklärung Wasserkühlung Schlauchpaket-Länge Einschaltdauer in % max. Schweißstrom in A Elektrodendurchmesser Ø geringste Kühlleistung laut Norm IEC 60974-2, abhängig von der Schlauchpaket-Länge Spannungsbemessung (V-Peak): für maschinellgeführte Schweißbrenner: 141 V Das Produkt entspricht den Anforderungen laut Norm IEC 60974-7. Robacta 300 Robacta 500 Robacta 700...
- Página 36 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Página 37 Contents Safety Safety Installation and commissioning Device concept Original equipement and tools Robacta Drive CMT Pro basic version Recommended torch necks Fitting the wire guide insert Install Wear Parts on Drive Unit Fitting and connecting the hosepack Fitting and connecting the PAP hosepack Connecting the wire buffer Connecting the RA Drive CMT-PAP W FL Connecting the welding torch...
- Página 38 Safety Safety WARNING! Danger from incorrect operation and work that is not carried out properly. This can result in serious personal injury and damage to property. ▶ All the work and functions described in this document must only be carried out by technically trained and qualified personnel.
- Página 39 Never operate water-cooled welding torches without coolant. ▶ During welding, ensure that the coolant is circulating correctly – this will be the case for Fronius cooling units if a regular return flow of coolant can be seen in the coolant container of the cooling unit. ▶...
- Página 40 Installation and commissioning Device concept The Robacta Drive CMT robot welding torch consists of atorch neck, drive unit with fixing bracket and hosepack. In combination with the wire buffer on the hosepack, the integral wire drive mo- tor can quickly reverse the welding wire. The external wirefeed means that all wirefeed components can be replaced quickly.
- Página 41 CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Tools: Flat spanner, size 10/12 Locking spanner, size 13 Cutting pipe (for cutting the wire guide insert to length) Allen key, size 3 * „Spanner for union nut“ (optional) Robacta Drive * Blade terminal on housing CMT Pro basic...
- Página 42 Recommended Robacta 280 : 22° torch necks Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Contact tubes required: M8 CB contact tube (with centre hole) M10 CB contact tube (with centre hole) The following assembly steps are explained using a Robacta 300 / 500 as the ex- ample.
- Página 43 Fitting the wire IMPORTANT! Use only contact tubes with centre holes. guide insert * If a Robacta 280 45° torch body is being used, the wire guide 44,0350,1806 can only be fitted and removed from the front. IMPORTANT! When cutting the wire guide insert to length, make sure that the contact tube is firmly attached to the torch neck the wire guide insert butts right up against the contact tube Deburr the inside of the wire guide insert.
- Página 44 "CB" i n c Install Wear IMPORTANT! Take care to ensure the following when attaching the torch neck to Parts on Drive the Robacta Drive CMT coupling point: the wire guide insert must slide into the Unit outlet section on the Robacta Drive CMT coupling point without kinking. CAUTION! Risk of coolant escaping.
- Página 46 Fitting and con- IMPORTANT! When fitting the hosepack, lay the connection cable in the recess necting the ho- (Fig. 5). Be sure to connect the plug connectors correctly. sepack * Torques: 3.0 Nm ** Torques: 1,5 Nm max.
- Página 47 PAP (Fig. 5). Be sure to connect the plug connectors correctly. hosepack * Torques: 3,0 Nm ** Torques: 3,0 Nm IMPORTANT! The wirefeeding hose must not be pulled out of the hosepack. Re- fitting can only be performed by Fronius.
- Página 48 Connecting the IMPORTANT! Do not subject the wirefeeding hose between the wire buffer and wire buffer the Robacta Drive CMT to tensile stress.
- Página 49 Connecting the * For detailed information on fitting the hosepack to the respective robot types, RA Drive CMT- please refer to the „Fitting the CMT hosepack with wire buffer to the robot“ leaf- PAP W FL let (42,0410,1518).
- Página 51 IMPORTANT! Do not subject the wire- feeding hose between the wire buffer and the Robacta Drive CMT-PAP W to tensile stress.
- Página 52 Connecting the IMPORTANT! When connecting the torch check that welding torch all connections are firmly made all cables, pipes and hose packs are undamaged and correctly insulated. * Control cable for wire buffer ** Torch blow-through option IMPORTANT! Ensure the blowthrough line is tightly sealed if the torch blow- through option is not being used.
- Página 53 "click" Correct laying of To attain optimum wirefeed, observe the following when laying the hose pack: the robot hose Do not kink the hose pack pack Do not overstretch the hosepack Keep bends in the hose pack as wide as possible Where possible, use the balancer to position the wire buffer centrally above the robot arm To attain optimum wirefeed, observe the following when laying the hose pack:...
- Página 54 For fixed wire buffers, suspend the front of the hosepack using the balancer Use hose pack holders (e.g.: Universal hose pack holder) If there is enough room, use the anti-kink protection spring Maximum PAP axis rotation...
- Página 55 Controls and WARNING! functions Danger from welding wire emerging at speed. This can result in serious personal injuries. ▶ Hold the torch so that it points away from your face and body. IMPORTANT! Deburr welding wire before feeding in. Open clamping lever when feeding in soft welding wire (AlSi 5, Al, and AlMg).
- Página 56 (m/min) (ipm) t (s) Set Contact CAUTION! Pressure Danger of injury due to rotating feed rolls. This can result in serious personal injuries. ▶ Do not touch the feed rolls. IMPORTANT! The adjuster screw can only be adjusted when the welding wire has been fed in.
- Página 57 AlMg 100-150N Fe, CrNi, CuSi 150-200N Changing the fi- IMPORTANT! When fitting the Robacta Drive CMT flex (22° / 36°) fixing bracket, xing bracket ensure that the installation marker for the desired angle matches the installation marker on the Robacta Drive CMT (TCP in 6th robot axis). * Torque: 2,4 Nm °...
- Página 58 i n c Robacta Drive CAUTION! CMT Pro - Chan- ge gas nozzle po- Danger of burns from hot torch neck sitioning kit This can result in serious personal injuries. ▶ Allow the torch neck to cool down before changing the gas nozzle positioning kit.
- Página 59 IMPORTANT! The union nut (*) must be by the torch neck before the gas nozzle positioning kit is installed. * Union nut Position cable correctly: ** Gas nozzle side *** Drive unit side...
- Página 60 Care, maintenance and disposal General Regular and preventive maintenance of the CMT robot welding torch is essential for problem-free operation. The welding torch is subjected to high temperatures and heavy soiling. The welding torch therefore requires more frequent mainten- ance than other components in the welding system. IMPORTANT! When removing welding spatter, avoid scoring or scratching the torch.
- Página 61 Every start-up Check the contact tube Replace worn out contact tube Remove welding spatter from gas nozzle (e.g. manually, by blowing off, or by using a Robacta Reamer or Robacta TC 1000) If there is dirt that cannot be removed from around the nozzle join, replace the gas nozzle Check the water connections for leaks Monitor the water return level in the coolant container and vent the cooling...
- Página 62 Every time the Blow out inner liners with air at reduced pressure wirespool is Recommended: Replace inner liner (at least once every 4 months) changed Check feed rollers and replace if required Clean the wirefeed hose and drive unit with reduced compressed air Disposal Waste electrical and electronic equipment must be collected separately and re- cycled in an environmentally-friendly way, in accordance with the European Di-...
- Página 63 Fronius International GmbH accepts no liability for any other use. NOTE! Undoing sealed screws can damage the drive unit. Fronius International GmbH accepts no liability if sealed screws are undone.
- Página 64 Troubleshooting Troubleshooting No welding current Mains switch is on, indicators on the power source are lit, shielding gas available Cause: Incorrect earth (ground) connection Remedy: Check the earth (ground) connection and clamp for correct polarity Cause: There is a break in the current cable in the Robacta Drive CMT ho- sepack Remedy: Contact After-Sales Service...
- Página 65 Poor welding properties Cause: Incorrect welding parameters Remedy: Check the settings Cause: Poor connection to earth (ground) Remedy: Ensure good contact to workpiece Cause: Not enough shielding gas, or none at all Remedy: Check the pressure regulator, gas hose, gas solenoid valve and torch gas connection.
- Página 66 Poor wirefeed Cause: Wire does not fit Remedy: Check the position of the wire inlet nozzle relative to the feed rollers, and correct as necessary Cause: Brake force on the CMT wirefeeder set too high Remedy: Set the brake on the CMT wirefeeder to a looser setting Cause: Hole in contact tube constricted due to deposits Remedy:...
- Página 67 Contact tube only has a short service life Cause: Welding wire worn due to heavy contact pressure at the feed rollers Remedy: Reduce contact pressure at the feed rollers Cause: Wrong dimension of contact tube Remedy: Use a contact tube of the correct dimension Cause: Duty cycle of welding torch has been exceeded Remedy:...
- Página 68 Technical data Explanation of symbols Water cooling Length of the hosepack Duty cycle in % max. welding current in A Electrode diameter Ø Lowest cooling power as per IEC 60974-2 depends on the length of the hosepack Voltage measurement (V-Peak): for mechanically driven welding torches: 141 V This product conforms to the requirements of IEC 60974-7.
- Página 69 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Página 71 Sommaire Sécurité Sécurité Installation et mise en service Concept de l’appareil Équipement initial et outillage Équipement de base Robacta Drive CMT Pro Coudes conseillés Monter le système de guidage du fil Assemblage des pièces d’usure sur la boîte de commande Monter et raccorder le faisceau de liaison Monter et raccorder le faisceau de liaison PAP Raccorder la butée de fil...
- Página 72 Sécurité Sécurité AVERTISSEMENT! Danger dû à une erreur de manipulation et d'erreur en cours d'opération. Cela peut entraîner des dommages corporels et matériels graves. ▶ Toutes les fonctions et tous les travaux décrits dans le présent document doivent uniquement être exécutés par du personnel techniquement qualifié. ▶...
- Página 73 Ne jamais mettre en service les appareils refroidis par eau sans réfrigérant. ▶ Pendant le soudage, s'assurer que le débit de réfrigérant est correct - c'est le cas en cas d'utilisation d'appareils refroidis par eau Fronius, lorsqu'un reflux correct du réfrigérant est visible dans le réservoir de réfrigérant du refroidis- seur.
- Página 74 Installation et mise en service Concept de l’ap- La torche de soudage pour robot CMT Robacta Drive CMT se compose d’un cou- pareil de, d’une unité d’entraînement avec un angle d’arrêt et d’un faisceau de liaison. En combinaison avec l’amortisseur de fil au niveau du faisceau de liaison, le mo- teur d’entraînement du fil intégré...
- Página 75 CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Outillage : Clé à fourche SW 10/12 Clé d’arrêt SW 13 Tuyau d’égalisation (pour égaliser la longueur du système de guidage du fil) Clé mâle coudée pour vis à six pans creux SW 3 * „Clé...
- Página 76 Coudes con- Robacta 280 : 22° seillés Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Tubes de contact nécessaires : Tube de contact M8 CB (avec trou de centrage) Tube de contact M10 CB (avec trou de centrage) Les étapes de montage suivantes sont expliquées avec l’exemple d’un Robacta 300 / 500.
- Página 77 Monter le IMPORTANT! Utiliser uniquement des tubes de contact avec un orifice de cen- système de gui- trage ! dage du fil * Le système de guidage du fil 44,0350,1806 ne peut être monté et démonté que par l’avant pour un corps de torche de Robacta 280 45°. IMPORTANT! En égalisant la longueur du système de guidage du fil, s’assurer le tube de contact est solidement fixé...
- Página 78 "CB" i n c Assemblage des IMPORTANT! Respectez la procédure suivante pour placer le coude sur le point pièces d’usure de mise en parallèle du Robacta Drive CMT : le guide-fil doit sortir sans pliure du sur la boîte de point de mise en parallèle du Robacta Drive CMT.
- Página 80 Monter et rac- IMPORTANT! Lors du montage du faisceau de liaison, placer les câbles de con- corder le fais- nexion dans la cavité (fig. 5). Veiller à la connexion convenable des raccords em- ceau de liaison brochables. * Couples de serrage : 3,0 Nm ** Couples de serrage : 1,5 Nm max.
- Página 81 * Couples de serrage : 3,0 Nm ** Couples de serrage : 3,0 Nm IMPORTANT! La gaine de dévidoir ne doit pas être tirée du faisceau de liaison. La remise en place doit être exclusivement réalisée par Fronius.
- Página 82 Raccorder la IMPORTANT! Ne créer aucun effort de traction dans la gaine de dévidoir entre la butée de fil butée de fil et le Robacta Drive CMT.
- Página 83 Raccordement * Des informations détaillées relatives au montage sur les types de robot respec- du RA Drive tifs se trouvent dans le Feuillet annexe « Montage du faisceau de liaison CMT CMT-PAP W FL avec amortisseur de fil sur le robot » (42,0410,1518).
- Página 85 IMPORTANT! Ne créer aucun effort de traction dans la gaine de dévidoir entre la butée de fil et le Robacta Drive CMT-PAP W.
- Página 86 Raccordement IMPORTANT! Lors du branchement du chalumeau, vérifier si : de la torche de que tous les branchements sont bien faits soudage que tous les câbles, fils et les gaines ne sont pas endommagés et qu’ils sont correctement isolés. * Circuit de contrôle de l’amortisseur de fil ** Option soufflage du chalumeau IMPORTANT! Si l’option de soufflage du chalumeau n’est pas utilisée, vérifier que le conduit de refoulement soit complètement fermé.
- Página 87 "click" "click" Pose convenable Pour assurer une avance optimale du fil, respectez les instructions cidessous lors du faisceau de de la pose du faisceau : câbles Ne pas plier le faisceau de câbles Ne pas tirer excessivement sur le faisceau de câbles Conserver des rayons de courbure du faisceau de câbles aussi élevés que possible Si possible, placer le tampon de fil en position centrale à...
- Página 88 Pour assurer une avance optimale du fil, respectez les instructions cidessous lors de la pose du faisceau : Pour un tampon de fil fixé à demeure, accrocher la partie avant du faisceau de câbles à l’aide de l’équilibreur Utiliser des supports de faisceau de liaison (par exemple : Support faisceau de liaison universel) Selon la place libre, utiliser un ressort de protection anticoude...
- Página 89 Rotation maxi- male de l’axe Éléments de AVERTISSEMENT! commande et fonctions Risque de blessure si le fil de soudage sort. Cela peut entraîner des dommages corporels graves. ▶ Tenez-vous éloigné de la torche de soudage et n’approchez pas le visage. IMPORTANT! Ébarber le fil-électrode avant de l’insérer ! Ouvrir le redresseur de fil externe avant d’insérer des fils-électrodes tendres (AlSi 5, Al, et AlMg).
- Página 90 (m/min) (ipm) t (s) Ajustement de la ATTENTION! pression de fer- meteur Risque de blessure par la rotation des galets. Cela peut entraîner des dommages corporels graves. ▶ Ne pas toucher les galets d‘entraînement. IMPORTANT! L’ajustement de la vis de réglage n’est autorisé qu’une fois le fil- électrode inséré.
- Página 91 Al- AlSi 80-120N AlMg 100-150N Fe, CrNi, CuSi 150-200N Remplacer l’ang- IMPORTANT! Lors du montage de l’angle d’arrêt Robacta Drive CMT flex (22° / le d’arrêt 36°), veiller à ce que le repère de montage de l’inclinaison souhaitée corresponde avec le repère de montage sur le Robacta Drive CMT (TCP dans le 6e arbre du robot).
- Página 92 Changement des ATTENTION! pièces d’usure du coude Danger de brûlure des liquides de refroidissement chauffés. Cela peut entraîner des dommages corporels graves. ▶ Mettez l’interrupteur d’alimentation sur - O - avant de retirer le coude. IMPORTANT! Éviter les fuites de réfrigérant. Observer les points suivants lors du retrait du coude du dispositif d’accouplement du Robacta Drive: Égaliser la longueur du fil électrode au niveau du tube de contact Enfoncer le coude et le maintenir dans cette position...
- Página 93 Robacta Drive ATTENTION! CMT Pro - Chan- ger le kit de posi- Risque de brûlure dû au coude chaud. tionnement des Cela peut entraîner des dommages corporels graves. ▶ buses gaz Laisser refroidir le coude avant de changer le kit de positionnement des bu- ses gaz.
- Página 95 Maintenance, entretien et élimination Généralités Un entretien régulier et préventif de la torche de soudage pour robot CMT con- stitue un facteur important permettant d’en garantir le bon fonctionnement. La torche de soudage est soumise à des températures élevées et à un degré de salis- sure très important.
- Página 96 À chaque mise Contrôler le tube de contact en service Changer le tube de contact lorsqu’il est usé Enlever les projections de soudure qui se trouvent sur la buse gaz (manuel- lement, par soufflage ou de manière automatisée, avec Robacta Reamer ou Robacta TC 1000) Changer la buse gaz si l’emboîtement est encrassé...
- Página 97 Lors de chaque Souffler les âmes à l’air comprimé à débit réduit changement de Recommandé : Remplacement des âmes (au moins tous les 4 mois) la bobine de fil Contrôler et si nécessaire changer les galets d’entraînement Nettoyer la gaine de dévidoir et l’unité d’entraînement à l’air comprimé à fai- ble pression...
- Página 98 La torche de soudage pour robot CMT Robacta Drive CMT est conçue pour des applications automatisées en relation avec une boîte de collision et des vitesses de soudage normales. Fronius International GmbH ne prend en charge aucune garantie pour d’autres applications. REMARQUE! L’ouverture des vis scellées peut endommager l’unité...
- Página 99 Diagnostic d’erreur, élimination de l'erreur Diagnostic d’err- Pas de courant de soudage eur, élimination Interrupteur d’alimentation commuté, voyants allumés sur la source de courant, de l'erreur gaz protecteur disponible Cause: Connexion à la masse erronée Remède: Vérifier la polarité de la connexion à la masse et de la borne Cause: Coupure du câble électrique dans le faisceau de liaison Robacta Drive Remède:...
- Página 100 Mauvaise qualité de soudure Cause: Paramètres de soudage incorrects Remède: Vérifier les réglages Cause: Mauvaise connexion à la masse Remède: Établir un bon contact avec la pièce à usiner Cause: Pas ou pas assez de gaz protecteur Remède: Vérifier le détendeur, le tuyau de gaz, l’électrovanne de gaz et le rac- cord de gaz de la torche.
- Página 101 Remède: Vérifier l’étanchéité de la conduite de soufflage et de la soupape de purge Vérifier le verrouillage de la conduite de soufflage (raccord fi- leté) Avance du fil défectueuse Cause: Entrée du fil inadéquate Remède: Vérifier et corriger la position de la buse d’entrée du fil par rapport aux galets d’entraînement Cause: Frein du dévidoir CMT trop serré...
- Página 102 La torche de soudage devient très chaude Cause: Desserrer l’écrou-raccord au niveau de la connexion du coude Remède: Serrer l’écrou-raccord Cause: La torche de soudage a été utilisée au-delà de sa durée maximale de fonctionnement Remède: Baisser la puissance de soudage ou utiliser une torche de soudage plus puissante;...
- Página 103 Porosité de la soudure Cause: Buse gaz encrassée, protection gazeuse insuffisante du cordon de soudure Remède: Enlever les projections de soudure Cause: Présence de trous dans le tuyau de gaz protecteur ou raccord incor- rect du tuyau de gaz protecteur Remède: Remplacer le tuyau de gaz protecteur, vérifier le raccord correct du tuyau de gaz protecteur...
- Página 104 Caractéristiques techniques Explication des symboles Refroidissement par eau Longueur du faisceau de liaison Facteur de marche en % Courant de soudage max. en A Diamètre de l’électrode Ø Puissance de refroidissement minimale conformément à la norme IEC 60974-2, dépend de la longueur du faisceau de liaison Mesure de la tension (V-Peak) : pour torches de soudage à...
- Página 105 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Página 107 Indice Sicurezza Sicurezza Installazione e messa in funzione Concezione dell'apparecchio Equipaggiamento originario e attrezzo Dotazione di base Robacta Drive CMT Pro Consigli tubi Montaggio del gruppo guidafilo Montaggio dei pezzi usurabili all‘unità motrice Montaggio e collegamento del fascio cavi Montaggio e collegamento del pacchetto tubi flessibili PAP Collegamento del tampone del filo Collegamento di RA Drive CMT-PAP W FL Collegamento della torcia per saldatura...
- Página 108 Sicurezza Sicurezza PERICOLO! Il cattivo uso dell'apparecchio e l'esecuzione errata dei lavori possono causare gravi lesioni personali e danni materiali. ▶ Tutti i lavori e le funzioni descritti nel presente documento devono essere eseguiti soltanto da personale tecnico qualificato. ▶ Leggere integralmente e comprendere il presente documento.
- Página 109 Non azionare mai gli apparecchi senza refrigerante. ▶ Durante la saldatura, assicurarsi che il refrigerante fluisca correttamente (se si utilizzano gruppi di raffreddamento Fronius, il refrigerante fluisce corret- tamente quando si vede il refrigerante rifluire correttamente nel serbatoio del refrigerante del gruppo di raffreddamento).
- Página 110 Installazione e messa in funzione Concezione La torcia per saldatura robot Robacta Drive CMT è costituita da tubo ricurvo, dell'apparecchio unità motrice con angolare di arresto e fascio cavi. Il motore di avanzamento filo, in combinazione con il tampone del filo sul fascio cavi, provvede alla generazione di un movimento rapido e a inversione dei fili di saldatura.
- Página 111 CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Attrezzo: Chiave fissa SW 10/12 Chiave di bloccaggio SW 13 Prolunga (per la prolunga dell’inserto guida filo) Chiave esagonale cava SW 3 * „Chiave dado per raccordi“ (optional) Dotazione di ba- * Spina piatta sull’alloggiamento se Robacta Drive...
- Página 112 Consigli tubi Robacta 280 : 22° Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Punte guidafilo necessarie: Punta guidafilo M8 CB (con centro interno) Punta guidafilo M10 CB (con centro interno) Si presentano di seguito le fasi del montaggio utilizzando come esempio un Ro- bacta 300 / 500.
- Página 113 Montaggio del IMPORTANTE! Utilizzare esclusivamente punte guidafilo con centro interno! gruppo guidafilo * In un corpo della torcia Robacta 280 45° l’inserto guida filo 44,0350,1806 può essere montato e smontato solo dal lato anteriore. IMPORTANTE! Nel tagliare a misura il gruppo guidafilo prestare attenzione al fissaggio corretto della punta guidafilo nel tubo ricurvo all’aderenza perfetta del gruppo guidafilo alla punta guidafilo Rimuovere le sbavature dal lato interno del gruppo guidafilo.
- Página 114 "CB" i n c Montaggio dei IMPORTANTE! Nell‘inserire il tubo nell‘apposito raccordo del Robacta Drive CMT pezzi usurabili accertarsi che l‘inserto guidafilo scivoli senza piegarsi nell‘uscita del raccordo del all‘unità motrice Robacta Drive CMT. PRUDENZA! Pericolo d‘uscita del refrigerante. può causare danni materiali. ▶...
- Página 116 Montaggio e col- IMPORTANTE! Nel montare il fascio cavi, posare il cavo di allacciamento nell’al- legamento del loggiamento (fig. 5). Accertarsi che il collegamento dell’attacco sia corretto. fascio cavi * Coppie di serraggio: 3,0 Nm ** Coppie di serraggio: 1,5 Nm max.
- Página 117 (fig. 5). Accertarsi che il collegamento dell’attacco sia corretto. pacchetto tubi * Coppie di serraggio: 3,0 Nm flessibili PAP ** Coppie di serraggio: 3,0 Nm IMPORTANTE! Il tubo di alimentazione filo non deve essere tirato dal pacchetto tubi flessibili. Solo Fronius può eseguire il rimontaggio.
- Página 118 Collegamento IMPORTANTE! Il tubo di alimentazione filo fra il tampone del filo e Robacta Dri- del tampone del ve CMT non deve essere teso. filo...
- Página 119 Collegamento di * Per i dati dettagliati relativi al montaggio sui rispettivi modelli di robot, vedere RA Drive CMT- l’allegato „Montaggio del pacchetto tubi flessibili CMT con tampone del filo sul PAP W FL robot“ (42,0410,1518).
- Página 121 IMPORTANTE! Il tubo di alimentazio- ne filo fra il tampone del filo e Robacta Drive CMT-PAP W non deve essere te-...
- Página 122 Collegamento IMPORTANTE! Mentre si collega il cannello di saldatura controllare se della torcia per tutti gli attacchi sono saldamente collegati saldatura tutti i cavi, i condotti e le manichette sono integre e correttamente isolate. * Cavo comando sistema filo ** Opzione soffiaggio cannello IMPORTANTE! Se non si utilizza l‘opzione soffiaggio cannello accertarsi che il tubo di soffiaggio sia chiuso ermeticamente.
- Página 123 "click" Corretta disposi- Per ottenere un’alimentazione filo ottimale, al momento della disposizione del fa- zione dei fasci scio cavi accertarsi: cavi per robot di non piegare il fascio cavi non tirare eccessivamente il fascio cavi di mantenere più ampi possibile i raggi di curvatura del fascio cavi Posizionare il tampone del filo il più...
- Página 124 Per ottenere un’alimentazione filo ottimale, al momento della disposizione del fa- scio cavi accertarsi: Se il tampone del filo è montato fisso, appendere la parte anteriore del pac- chetto tubi flessibili utilizzando il bilanciatore. di utilizzare i supporti dei fasci cavi (per es.: il supporto per fasci cavi Univer- sal) A seconda dello spazio disponibile, utilizzare la molla antipiega Rotazione assia-...
- Página 125 Elementi di co- PERICOLO! mando e funzioni L’eventuale fuoriuscita del filo di saldatura può essere pericolosa. può causare gravi lesioni personali. ▶ Tenere la torcia per saldatura lontano dal viso e dal corpo. IMPORTANTE! Eliminare le sbavature dal filo di saldatura prima di inserirlo! Per l’inserimento di fili di saldatura morbidi (AlSi 5, Al e AlMg), aprire la leva di bloc- caggio.
- Página 126 (m/min) (ipm) t (s) Regolazione del- PRUDENZA! la pressione d‘aderenza Pericolo di farsi male per effetto della rotazioni dei rulli d‘avanzamento. possono causare gravi lesioni personali. ▶ Non toccare i rulli d'avanzamento rotanti IMPORTANTE! È possibile registrare la vite di regolazione soltanto una volta in- serito il filo di saldatura.
- Página 127 AlMg 100-150N Fe, CrNi, CuSi 150-200N Sostituzione IMPORTANTE! Nel montare l’angolare di arresto Robacta Drive CMT flex (22° / dell’angolare di 36°) prestare attenzione affinché la tacca di montaggio della pendenza desidera- arresto ta corrisponda a quella indicata su Robacta Drive CMT (TCP sul 6° asse del ro- bot).
- Página 128 Tagliare il filo di saldatura sulla punta guidafilo Premere e tenere in posizione il tubo ricurvo Allentare completamente il dado per raccordi Sfilare il tubo ricurvo con un movimento rapido i n c...
- Página 129 Robacta Drive PRUDENZA! CMT Pro - Sosti- tuzione del set Pericolo di ustione dovuto al calore del tubo. posizionamento può causare gravi lesioni personali. ▶ ugelli del gas Lasciare raffreddare il tubo prima di procedere alla sostituzione del set posi- zionamento degli ugelli del gas.
- Página 131 Cura, manutenzione e smaltimento In generale Una manutenzione regolare e preventiva della torcia per saldatura Robot CMT è un fattore di fondamentale importanza nell’ottica di un funzionamento esente da difetti. La torcia per saldatura è esposta a elevate temperature e abbondanti im- purità.
- Página 132 Ad ogni messa in Controllare la punta guidafilo funzione Sostituire la punta guidafilo usurata Asportare gli spruzzi di saldatura dall’ugello del gas (per es. manualmente, con aria compressa, oppure automaticamente, con Robacta Reamer o Robac- ta TC 1000) Se le impurità depositatesi sull’innesto non possono essere asportate, sosti- tuire l’ugello del gas.
- Página 133 Ad ogni sostitu- Pulire la guaina guidafilo con aria compressa ridotta zione della bobi- Consigliato: sostituire la guaina guidafilo (almeno ogni 4 mesi) na di filo Controllare i rulli di avanzamento ed eventualmente sostituirli Pulire il tubo di alimentazione filo è l’unità motrice con aria compressa ridot-...
- Página 134 Per altre applicazioni Fronius International GmbH non concede alcuna garanzia. AVVERTENZA! La rimozione delle viti sigillate può provocare danni all’unità motrice. Fronius International GmbH non concede alcuna garanzia in caso di rimozione delle viti sigillate.
- Página 135 Diagnosi e risoluzione degli errori Diagnosi e risolu- Corrente di saldatura assente zione degli errori Interruttore di rete inserito, spie sul generatore accese, gas inerte presente Causa: collegamento a massa sbagliato Risoluzione: controllare la polarità del collegamento a massa e del morsetto Causa: Cavo di corrente sul fascio cavi Robacta Drive CMT interrotto Risoluzione:...
- Página 136 Saldatura di cattiva qualità Causa: parametri di saldatura sbagliati Risoluzione: Controllare le regolazioni Causa: Cattivo collegamento a massa Risoluzione: Creare un contatto perfetto con il pezzo Causa: Gas inerte assente o scarso Risoluzione: Controllare il riduttore di pressione, il tubo del gas, la valvola magnetica del gas e l‘attacco del gas della torcia.
- Página 137 Alimentazione del filo errata Causa: L’attacco del filo non è adatto Risoluzione: Controllare e correggere la posizione dell’ugello d’inserimento filo rispetto ai rulli di avanzamento Causa: Freno sull’avanzamento filo CMT inserito troppo a fondo Risoluzione: Allentare il freno sull’avanzamento filo CMT Causa: Dimensioni ridotte del foro della punta guidafilo a causa di de- positi...
- Página 138 Torcia per saldatura molto calda Causa: Dado per raccordi sul raccordo del tubo ricurvo allentato Risoluzione: Stringere il dado a raccordo Causa: La torcia per saldatura è stata utilizzata per un periodo di tem- posuperiore a quello massimo. Risoluzione: Ridurre la potenza di saldatura o utilizzare torce ad altissime prestazioni;...
- Página 139 Porosità del giunto saldato Causa: Ugello del gas sporco, per cui insufficiente protezione antigas del giunto saldato Risoluzione: Rimuovere gli spruzzi di saldatura Causa: Tubo del gas inerte forato o allacciamento impreciso del tubo stesso Risoluzione: Sostituire il tubo del gas inerte, creare un allacciamento corret- to del tubo del gas inerte Causa: Guarnizioni circolari sugli attacchi difettose...
- Página 140 Dati tecnici Legenda simboli Raffreddamento ad acqua Lunghezza del fascio cavi Tempo di accensione in % Corrente di saldatura massima in A Diametro dell’elettrodo Ø Raffreddamento minimo secondo la norma IEC 60974-2, dipende dalla lunghezza del fascio cavi Misurazione della tensione (V-Peak): per torce per saldatura azionate a macchina: 141 V Questo prodotto è...
- Página 141 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Página 143 Tabla de contenido Seguridad Seguridad Instalación y puesta en servicio Diseño de los equipos Primer equipamiento y herramientas Equipamiento básico Robacta Drive CMT Pro Recomendación de codo de tubo Montar el inserto de guía de hilo Montar piezas de desgaste en la unidad de accionamiento Montar y conectar el paquete de mangueras Montar y conectar el juego de cables PAP Conectar el tampón de hilo...
- Página 144 Seguridad Seguridad ¡PELIGRO! Peligro originado por un manejo incorrecto y trabajos realizados incorrectamen- La consecuencia pueden ser graves daños personales y materiales. ▶ Todos los trabajos y funciones descritos en este documento deben ser realiz- ados solo por personal técnico formado. ▶...
- Página 145 ▶ Durante la soldadura, se debe asegurar de que haya un caudal líquido de ref- rigeración adecuado. En una refrigeración de Fronius, será adecuado si el re- torno de líquido de refrigeración es visible en el depósito de la refrigeración.
- Página 146 Instalación y puesta en servicio Diseño de los La antorcha de robot CMT Robacta Drive CMT está compuesta por el codo de tu- equipos bo, la unidad de impulsión con escuadra de fijación y el paquete de mangueras. En combinación con el tampón de hilo en el paquete de mangueras, el motor de accionamiento de hilo integrado proporciona un rápido movimiento reversible del electrodo de soldadura.
- Página 147 CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Herramienta: Llave de boca, entrecaras 10/12 Llave de retención, entrecaras 13 Tubo de tronzado (para tronzar el inserto de guía de hilo) Llave de hexágono interior, entrecaras 3 * „Llave para racor“...
- Página 148 Recomendación Robacta 280 : 22° de codo de tubo Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Tubos de contacto necesarios: Tubo de contacto M8 CB (con taladro de centraje) Tubo de contacto M10 CB (con taladro de centraje) Los siguientes pasos de montaje están explicados a modo de ejemplo en base a un Robacta 300 / 500.
- Página 149 Montar el inserto ¡IMPORTANTE! ¡Utilizar exclusivamente tubos de contacto con taladro de cen- de guía de hilo traje! * En caso de un cuerpo de antorcha de Robacta 280 45º sólo se puede montar y desmontar el inserto de guía de hilo 44,0350,1806 desde la parte delantera. ¡IMPORTANTE! Al tronzar el inserto de guía de hilo se debe prestar atención a que: el tubo de contacto esté...
- Página 150 "CB" i n c Montar piezas de ¡IMPORTANTE! Al colocar el acodamiento tubular sobre el lugar de acoplamien- desgaste en la to del Robacta Drive CMT, tenga en cuenta lo siguiente: El suplemento de guía unidad de accio- del hilo debe deslizarse sin pliegues en la pieza de salida en el lugar de acoplami- namiento ento del Robacta Drive CMT.
- Página 152 Montar y conec- ¡IMPORTANTE! En caso de montaje del paquete de mangueras, se debe instalar tar el paquete de el cable de conexión en la escotadura (Ilustr. 5). Se debe prestar atención a la mangueras correcta conexión de las conexiones enchufables. * Pares: 3,0 Nm ** Pares: 1,5 Nm max.
- Página 153 (Ilustr. 5). Se debe prestar atención a la cables PAP correcta conexión de las conexiones enchufables. * Pares: 3,0 Nm ** Pares: 3,0 Nm ¡IMPORTANTE! No se debe sacar la manguera de transporte de hilo del juego de cables. Solo Fronius puede llevar a cabo el remontaje.
- Página 154 Conectar el ¡IMPORTANTE! No se debe someter a esfuerzos de tracción la manguera de tampón de hilo transporte de hilo entre el tampón de hilo y el Robacta Drive CMT.
- Página 155 Conectar el RA * Los datos detallados para el montaje en los correspondientes tipos de robot fi- Drive CMT-PAP guran en la hoja adjunta „Montar el juego de cables CMT con buffer en el robot“ W FL (42,0410,1518).
- Página 157 ¡IMPORTANTE! No se debe someter a esfuerzos de tracción la manguera de transporte de hilo entre el buffer y el Robacta Drive CMT-PAP W.
- Página 158 Conectar la ¡IMPORTANTE! Al conectar el soplete de soldadura, controlar si antorcha todas las conexiones están conectadas fijamente todos los cables, tuberías, y haz de tubos están aislados de forma correcta y sin daños. * Cable de control del acumulador de hilo ** Opción soplar el soplete ¡IMPORTANTE! Al no utilizar la opción de soplar el soplete, prestar atención al cierre estanco de la tubería de soplado.
- Página 159 "click" "click" Tendido correcto Respecto al tendido del paquete de mangueras se debe tener en cuenta lo sigui- del paquete de ente a fin de conseguir un transporte óptimo de hilo: manguera de ro- No doblar el paquete de mangueras No estirar el paquete de mangueras excesivamente Mantener los radios de flexión en el paquete de mangueras lo más grande posible...
- Página 160 Respecto al tendido del paquete de mangueras se debe tener en cuenta lo sigui- ente a fin de conseguir un transporte óptimo de hilo: En caso de un buffer montado fijamente debe suspenderse la parte delante- ra del paquete de mangueras mediante el compensador Utilizar soportes para el paquete de mangueras (por ejemplo: soporte para el paquete de mangueras Universal) Utilizar el resorte de protección contra dobladuras en función del espacio...
- Página 161 Máxima rotación de eje PAP Elementos de ¡PELIGRO! manejo y funcio- Peligro de lesiones originado por la salida del electrodo de soldadura. Esto puede ocasionar lesiones graves. ▶ Mantener la antorcha alejada de la cara y del cuerpo. ¡IMPORTANTE! ¡Desbarbar el electrodo de soldadura previamente al enhebrado! Al enhebrar varillas de soldadura blandas (AlSi 5, Al, y AlMg), se debe abrir la pa- lanca tensora.
- Página 162 (m/min) (ipm) t (s) Ajustar presión ¡PRECAUCIÓN! de apriete Peligro de lesión debido a rodillos de avance rotantes. Esto puede ocasionar lesiones graves. ▶ No tocar los rodillos de avance. ¡IMPORTANTE! El ajuste del tornillo de ajuste sólo se admite con la varilla de soldadura enhebrada.
- Página 163 Al- AlSi 80-120N AlMg 100-150N Fe, CrNi, CuSi 150-200N Cambiar la ¡IMPORTANTE! Con motivo del montaje de la escuadra de fijación Robacta Drive escuadra de fija- CMT flex (22° / 36°) se debe prestar atención a que la marca de montaje de la in- ción clinación deseada coincida con la marca de montaje en la Robacta Drive CMT (TCP en el sexto eje de robot).
- Página 164 Cambiar piezas ¡PRECAUCIÓN! de desgaste aco- damiento Peligro de escaldadura debido al refrigerante caliente. Esto puede ocasionar lesiones graves. ▶ Antes de retirar el acodamiento tubular, colocar el interruptor de red en la fuente de corriente en - O -. ¡IMPORTANTE! Se debe evitar cualquier fuga de refrigerante.
- Página 165 Robacta Drive ¡PRECAUCIÓN! CMT Pro - Cam- biar el kit de po- Peligro de quemaduras originado por el codo de tubo caliente. sición de inyec- Esto puede ocasionar lesiones graves. ▶ tores de gas Antes de cambiar el Kit de posición de inyectores de gas, se debe dejar que se enfríe el codo de tubo.
- Página 167 Cuidado, mantenimiento y eliminación Generalidades Un mantenimiento periódico y preventivo de la antorcha de robot CMT son unos factores relevantes para un servicio sin perturbaciones. La antorcha está expues- ta a altas temperaturas y a una intensa suciedad. Por este motivo, la antorcha re- quiere un mantenimiento más frecuente que los demás componentes del sistema de soldadura.
- Página 168 Con cada puesta Controlar el tubo de contacto en servicio Sustituir el tubo de contacto gastado Liberar el inyector de gas de las salpicaduras de soldadura (por ejemplo, ma- nual, por soplado o automatizado con Robacta Reamer oder Robacta TC 1000) En caso de impurezas en la zona de enchufe que no se puedan quitar, susti- tuir el inyector de gas...
- Página 169 Con cada susti- Limpiar por soplado los almas de guía de hilo con aire a presión reducido tución de la bo- Recomendado: Sustituir el alma de guía de hilo (como mínimo, cada 4 meses) bina de hilo Controlar los rodillos de avance y, si fuera necesario, sustituirlos Limpiar la manguera de transporte de hilo y la unidad de impulsión con aire a presión reducido...
- Página 170 Fronius International GmbH declina toda responsablidad para otras aplicaciones. ¡OBSERVACIÓN! La apertura de los tornillos sellados puede originar daños en la unidad de impul- sión. Fronius International GmbH declina toda responsabilidad si se abren los tornillos sellados.
- Página 171 Diagnóstico de errores, solución de errores Diagnóstico de No hay corriente de soldadura errores, solución Interruptor de red conectado, indicaciones en la fuente de corriente iluminadas, de errores gas protector disponible Causa: Conexión de masa errónea Solución: Comprobar la polaridad de la conexión de masa y del borne Causa: El cable de corriente en el paquete de mangueras de la Robacta Drive CMT está...
- Página 172 Pobres propiedades de soldadura Causa: Parámetros de soldadura incorrectos Solución: Comprobar los ajustes Causa: Pobre conexión de masa Solución: Establecer un buen contacto con la pieza Causa: No hay gas protector o el gas es insuficiente Solución: Comprobar el regulador de presión, la manguera de gas, la válvula magnética de gas, la conexión de la antorcha.
- Página 173 Solución: Comprobar la estanqueidad de la tubería de soplado y de la válvula de soplado. Comprobar el cierre de la tubería de soplado (boquilla enchufable) Transporte de hilo inadecuado Causa: La entrada de hilo no es la adecuada Solución: Comprobar y corregir la posición del inyector de entrada de hilo re- specto a los rodillos de avance Causa: El freno en el avance de hilo CMT tiene un ajuste demasiado firme...
- Página 174 Antorcha se calienta mucho Causa: Racor del codo de tubo de conexión suelto Solución: Apretar el racor Causa: La antorcha ha sido utilizada más allá de la máxima duración de ciclo de trabajo. Solución: Reducir el rendimiento de soldadura o utilizar una antorcha más po- tente.
- Página 175 Porosidad del cordón de soldadura Causa: Inyector de gas sucio, por lo que la protección de gas del cordón de soldadura es insuficiente Solución: Quitar las salpicaduras de soldadura Causa: Agujeros en la manguera de gas protector o conexión inexacta de la manguera de gas protector Solución: Sustituir la manguera de gas protector y proporcionar una conexión...
- Página 176 Datos técnicos Explicación de símbolos Refrigeración por agua Longitud del paquete de mangueras Duración de conexión en % Máximo corriente de soldadura en A Diámetro de electrodo Ø Menor potencia de refrigeración según la norma IEC 60974-2, independiente de la longitud del paquete de mangueras Medición de tensión (V-Peak): para antorchas guiadas por máquina: 141 V El producto cumple los requisitos de la norma IEC 60974-7.
- Página 177 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Página 179 Índice Segurança Segurança Instalação e colocação em funcionamento Conceito do aparelho Equipamento original e ferramentas Equipamento base do Robacta Drive CMT Pro Recomendação de tubos curvos Montar a unidade guia de arame Montar peças de desgaste na unidade de accionamento Montar e ligar o jogo de mangueiras Montar e conectar o jogo de mangueiras PAP Ligar o tampão de arame...
- Página 180 Segurança Segurança PERIGO! Perigo devido a uma operação incorreta e trabalhos realizados incorretamente. Pode ter como consequências danos pessoais e materiais graves. ▶ Todos os trabalhos e funções descritos neste documento devem ser realiz- ados apenas por pessoal técnico qualificado. ▶...
- Página 181 Durante a soldadura, assegurar que existe um fluxo de agente de refrigeração adequado - este é o caso se, aquando da utilização de aparelhos de refrige- ração Fronius, for visível um retorno correto do agente de refrigeração no depósito do agente de refrigeração do aparelho de refrigeração.
- Página 182 Instalação e colocação em funcionamento Conceito do apa- O maçarico de soldar de robô CMT Robacta Drive CMT é constituído por um tubo relho curvo, uma unidade de accionamento com suporte e um jogo de mangueiras. Em conjunto com o tampão de arame do jogo de mangueiras, o motor de accio- namento integrado do arame proporciona um movimento rápido de inversão do eléctrodo de arame.
- Página 183 CrNi inch .032 .035 .039 .047 "CB" "CB" i n . ( 1 . Ferramenta: Chave de duas bocas tamanho. 12 Chave de retenção tamanho 13 Tubo de corte à medida (para cortar à medida a unidade guia de arame) Chave sextavada interior tamanho 3 * „Chave para porca de capa“...
- Página 184 Recomendação Robacta 280 : 22° de tubos curvos Robacta 300 : 22°, 36° Robacta 400 : 22°, 36° Robacta 500 : 22°, 36° Robacta 700 : 22°, 36° Robacta 5000 : 22°, 36° Tubos de contacto necessários: tubo de contacto M8 CB (com abertura central) tubo de contacto M10 CB (com abertura central) Os passos de montagem seguintes foram explicados com base no exemplo de um Robacta 300 / 500.
- Página 185 Montar a uni- IMPORTANTE! Utilizar apenas tubos de contacto com abertura central! dade guia de ara- * O inserto de guia de arame 44,0350,1806 pode ser em um corpo de tocha Ro- bacta 280 45°somente montado e desmontado pela frente. IMPORTANTE! Ao cortar a unidade guia de arame à...
- Página 186 "CB" i n c Montar peças de IMPORTANTE! Ao colocar o tubo curvo sobre o ponto de acoplamento Robacta desgaste na uni- Drive CMT, tenha atenção ao seguinte: a unidade de guia do arame tem de desli- dade de acciona- zar sem dobras para o interior da peça de saída no ponto de acoplamento Robac- mento ta Drive CMT.
- Página 188 Montar e ligar o IMPORTANTE! Ao montar o jogo de mangueiras, colocar o cabo de ligação na jogo de manguei- marca (fig.5). Assegurar que a ligação é estabelecida com o conector certo. * Binários de aperto: 3,0 Nm ** Binários de aperto: 1,5 Nm max.
- Página 189 (fig.5). Assegurar que a ligação é estabelecida com o conector certo. mangueiras PAP * Binários de aperto: 3,0 Nm ** Binários de aperto: 1,5 Nm IMPORTANTE! A mangueira de alimentação do arame não deve ser removida do jogo de mangueiras. A substituição somente pode ser feita pela Fronius.
- Página 190 Ligar o tampão IMPORTNATE! Não expor a mangueira de transporte de arame, que se encontra de arame entre o tampão de arame e o Robacta Drive CMT, a tensão de tracção.
- Página 191 Conectar o RA * Dados detalhados da montagem no tipo específico de robô podem ser obtidos Drive CMT-PAP no suplemento „Montar o jogo de mangueira CMT com compensador de arame W FL no robô“ (42,0410,1518).
- Página 193 IMPORTANTE! Não aplicar tensão na mangueira de alimentação de arame entre o compensador de arame e Ro- bacta Drive CMT-PAP W.
- Página 194 Ligar o maçarico IMPORTANTE! Ao ligar o maçarico de soldar controlar se de soldar todas as uniões estão bem ligadas todos os cabos, tubagens e jogos de mangueiras estão intactos e isolados de forma correcta. * Cabo de comando do amortecedor do arame ** Opção Soprar maçarico IMPORTANTE! Se não for utilizada a opção Soprar maçarico, ter atenção para que a tubagem de escape esteja bem fechada.
- Página 195 "click" "click" Instalação cor- Para alcançar um transporte de arame perfeito considerar na instalação do pa- reta do pacote cote de mangueiras o seguinte: de mangueiras Não dobrar o pacote de mangueiras robô Não esticar demais o pacote de mangueiras Deixar o máximo possível grande os raios de curvas no pacote de mangueiras Posicionar o compensador de arame o mais centralizado possível sobre o braço do robô...
- Página 196 Para alcançar um transporte de arame perfeito considerar na instalação do pa- cote de mangueiras o seguinte: Para compensador de arame montado fixo, pendurar a parte dianteira do pa- cote de mangueiras por meio do balanceador Utilizar suportes-pacote de mangueiras (por exemplo: suporte de pacote de mangueiras Universal) Dependendo da disponibilidade de espaço, usar mola com proteção contra dobramento...
- Página 197 Rotação máxima do eixo PAP Controls and PERIGO! functions Danger from welding wire emerging at speed. This can result in serious personal injuries. ▶ Hold the torch so that it points away from your face and body. IMPORTANT! Deburr welding wire before feeding in. Open clamping lever when feeding in soft welding wire (AlSi 5, Al, and AlMg).
- Página 198 (m/min) (ipm) t (s) Regular a força CUIDADO! de pressão Perigo de ferimento devido à rotação dos rolos de avanço. Pode ter como consequência danos pessoais graves. ▶ Não introduzir as mãos nos mesmos. IMPORTANTE! O ajuste do parafuso regulador só é permitido quando o eléctro- do de arame estiver introduzido.
- Página 199 Al- AlSi 80-120N AlMg 100-150N Fe, CrNi, CuSi 150-200N Substituição do IMPORTANTE! Ao montar o suporte Robacta Drive CMT flex (22° / 36°), ter suporte atenção para que a marca de montagem da inclinação pretendida corresponda à marca de montagem do Robacta Drive CMT (ponto central da ferramenta no 6.º eixo do robô).
- Página 200 Substituir peças CUIDADO! de desgaste no tubo curvo Perigo de queimadura devido a agente refrigerante quente. Pode ter como consequência danos pessoais graves. ▶ Antes de retirar o tubo curvo, comutar o interruptor de rede na fonte de cor- rente para - O -. IMPORTANTE! Evitar a saída de agente de refrigeração.
- Página 201 Robacta Drive CUIDADO! CMT Pro - Sub- stituir o conjunto Perigo de queimadura devido ao tubo curvo estar quente. de posiciona- Pode ter como consequência danos pessoais graves. ▶ mento do bocal Antes de substituir o conjunto de posicionamento do bocal de gás, deixar ar- de gás refecer o tubo curvo.
- Página 203 Tratamento, manutenção e eliminação Geral A manutenção regular e preventiva do maçarico de soldar de robô CMT é um fac- tor essencial para garantir um funcionamento sem problemas. O maçarico de sol- dar é sujeito a temperaturas elevadas e grande sujidade. Por conseguinte, neces- sita de uma manutenção mais frequente do que os outros componentes do siste- ma de soldadura.
- Página 204 Sempre que co- Controlar o tubo de contacto locar o aparelho Substituir o tubo de contacto caso esteja polido em funciona- remover os salpicos de soldadura do bocal de gás (por exemplo, manualmen- ment te, com ar comprimido ou de forma automatizada com o Robacta Reamer ou Robacta TC 1000) Se não for possível remover a sujidade da área de conexão, substituir o bocal de gás...
- Página 205 Sempre que a aplicar ar comprimido com pressão reduzida nos machos guia de arame bobina de arame Recomendado: substituir o macho guia de arame (no mínimo, em intervalos for substituída de 4 meses) Controlar os rolos de avanço e, se necessário, substituir Limpar a mangueira de transporte de arame e a unidade de accionamento com ar comprimido com pressão reduzida...
- Página 206 O maçarico de soldar de robô CMT Robacta Drive CMT foi concebido para apli- cações automatizadas, em conjunto com um dispositivo de protecção contra co- lisões e a velocidades de soldadura normais. Para outras aplicações a Fronius International GmbH não aceita qualquer garan- tia. NOTA! A abertura de parafusos selados pode dar origem a danos na unidade de accio- namento.
- Página 207 Diagnóstico de avarias, resolução de avarias Diagnóstico de Não há corrente de soldadura avarias, reso- Interruptor de rede ligado, mostradores da fonte de corrente acesos, gás de pro- lução de avarias tecção disponível Causa: Ligação incorrecta à terra Resolução: Verificar a polaridade da ligação à terra e do borne Causa: Cabo de corrente do jogo de mangueiras Robacta Drive CMT cortado Resolução:...
- Página 208 Más características de soldadura Causa: Parâmetros de soldadura incorrectos Resolução: Verificar as definições Causa: Má ligação à terra Resolução: Estabelecer um bom contacto com a peça Causa: Não há gás de protecção ou a quantidade é muito pouca Resolução: Verificar o redutor de pressão, a mangueira de gás, a válvula magnéti- ca de gás e a ligação de gás do maçarico.
- Página 209 Mau transporte de arame Causa: Entrada de arame não é adequada Resolução: Verificar e corrigir a posição do bocal de entrada de arame nos rolos de avanço Causa: Travão do avanço de arame CMT definido demasiado forte Resolução: Soltar mais o travão do avanço de arame CMT Causa: Abertura do tubo de contacto reduzida devido a depósitos Resolução:...
- Página 210 A vida útil do tubo de contacto é curta Causa: Abrasão do eléctrodo de arame devido a compressão demasiado for- te dos rolos de avanço Resolução: Reduzir o efeito de compressão dos rolos de avanço Causa: Dimensão incorrecta do tubo de contacto Resolução: Dimensionar o tubo de contacto correctamente Causa:...
- Página 211 Porosidade da costura de soldadura Causa: Bocal de gás sujo proporcionando protecção com gás insuficiente à costura de soldadura Resolução: Remover os salpicos de soldadura Causa: Buracos na mangueira de gás de protecção ou ligação incorrecta da mangueira Resolução: Substituir a mangueira de gás de protecção, garantir que a ligação da mangueira é...
- Página 212 Características técnicas Explicação de símbolo Refrigeração à água Comprimento do pacote de mangueiras Duração de ligação em % Corrente máxima de soldagem em A Diâmetro do eletrodo Ø Menor potência de refrigeração conforme norma IEC 60974-2, depende do comprimento pacote de mangueiras Dimensionamento de tensão (V-Peak): para tochas guiadas por máquina: 141 V Este produto está...
- Página 213 Robacta Drive CMT/PAP Robacta Drive CMT Twin X / I (10 min / [%] / [A] 40 / 500 [%] / [A] 60 / 450 40°C) [%] / [A] 100 / 360 100 / 720 (2 x 360) M21 (EN 439) X / I (10 min / [%] / [A]...
- Página 216 SPAREPARTS ONLINE Fronius International GmbH Froniusstraße 1 4643 Pettenbach Austria contact@fronius.com www.fronius.com Under www.fronius.com/contact you will find the adresses of all Fronius Sales & Service Partners and locations.